undefined
Apparel & Fashion
Loading subcategories...
View More
Description
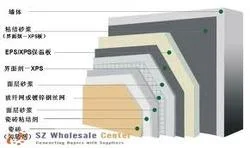
We supply premium insulation materials specifically engineered for demanding industrial and commercial applications. Our comprehensive product range delivers exceptional thermal re...
We supply premium insulation materials specifically engineered for demanding industrial and commercial applications. Our comprehensive product range delivers exceptional thermal resistance and moisture protection, ensuring reliable performance in challenging environments. Each material undergoes rigorous quality testing to meet international standards and maintain consistent performance across various operating conditions. Our focus on quality manufacturing processes results in insulation products that provide superior thermal management, energy efficiency, and long-term durability for professional applications requiring dependable thermal solutions. These insulation materials serve critical functions across multiple sectors including construction, HVAC systems, refrigeration, manufacturing, and logistics. In construction applications, they enhance building envelope performance and energy efficiency. HVAC professionals utilize our products for ductwork and mechanical system insulation. Cold storage facilities depend on our materials to maintain consistent temperatures for perishable goods protection. Industrial manufacturers incorporate our insulation into equipment and processes requiring precise thermal management. The transportation industry relies on these materials for temperature-controlled containers and vehicle applications. Businesses select our insulation materials for their proven reliability, cost-effectiveness, and technical performance. Our products deliver significant value through reduced energy consumption, lower operational costs, and extended equipment service life. The consistent quality across production batches provides assurance for buyers requiring dependable thermal solutions for critical operations. Our materials offer excellent return on investment through energy savings and reduced maintenance requirements while ensuring operational continuity in temperature-sensitive applications. Key Features: - Superior thermal resistance properties for maximum energy efficiency - Excellent moisture protection preventing degradation and maintaining performance - Durable construction ensuring long service life in demanding environments - Compliance with international industrial standards and safety requirements - Versatile application across various temperature ranges and conditions Benefits: - Reduced energy consumption leading to lower operational costs - Enhanced equipment protection and extended service life - Consistent thermal performance in challenging environments - Reliable moisture resistance preventing insulation failure - Compliance with industry standards ensuring safety and quality
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Our industrial insulation materials deliver critical thermal management and moisture protection across demanding environments. These specialized products maintain precise temperature control while reducing energy consumption and operational costs in commercial and industrial settings. Their robust construction ensures reliable performance in challenging conditions where temperature stability is essential for operational efficiency and asset protection. These insulation solutions are engineered for HVAC systems, commercial refrigeration, building construction, and industrial processing facilities. The product range offers versatility to meet specific project requirements, ensuring optimal performance across diverse operating conditions from extreme cold storage to high-temperature industrial processes. The materials provide consistent thermal barriers that protect equipment and maintain environmental control. - Cold storage facilities and refrigerated warehouses for temperature-sensitive goods - HVAC ductwork and piping systems in commercial and industrial buildings - Industrial equipment insulation for manufacturing and processing operations - Building construction applications for walls, roofs, and structural elements - Transportation insulation for refrigerated trucks and shipping containers
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Accufit & Concede Industries, New Delhi
 New Delhi, India
New Delhi, India
Industrial Equipment & Machinery•ManufacturerDistributor / Wholesaler
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Commercial Insulation Materials Thermal Resistance Moisture Protection
Industrial commercial insulation materials provide superior thermal resistance and moisture protection for HVAC, construction, and cold storage applications with reliable performance.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Accufit & Concede Industries New Delhi, India
New Delhi, India
Industrial Equipment & MachineryManufacturer