undefined
Apparel & Fashion
Loading subcategories...
View More

Description
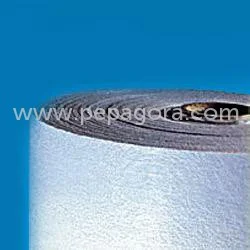
INSU Reflector represents advanced radiant barrier technology engineered for superior thermal management in demanding environments. This premium insulation material combines a dura...
INSU Reflector represents advanced radiant barrier technology engineered for superior thermal management in demanding environments. This premium insulation material combines a durable polyethylene air bubble film core with high-purity aluminum foil lamination to create an effective barrier against radiant heat transfer. The innovative construction reflects up to 99% of infrared radiation while the air bubble structure provides additional insulation through trapped air pockets. This dual-action approach significantly reduces heat gain in warm conditions and minimizes heat loss in cold environments. The material's lightweight yet robust design ensures easy handling and installation while maintaining long-term performance reliability. Its moisture-resistant properties prevent degradation and maintain insulation effectiveness even in challenging climatic conditions, making it a dependable solution for various thermal control requirements. This insulation product serves critical functions across multiple sectors where temperature management is essential. Construction professionals utilize it extensively in commercial buildings, industrial facilities, and storage structures for roof and wall applications to control interior climates. Logistics and transportation companies incorporate it into refrigerated vehicles and storage units to maintain consistent temperatures during product transit. Agricultural operations benefit from its application in livestock housing, greenhouse structures, and crop storage facilities where precise environmental conditions directly impact outcomes. Manufacturing plants implement it for insulating machinery, processing equipment, and utility systems to enhance operational efficiency and workplace safety. The material's adaptability to different surfaces and environments makes it valuable for projects requiring reliable thermal protection. Businesses achieve substantial operational advantages through reduced energy consumption and improved temperature stability. The high reflectivity directly decreases cooling and heating demands, leading to significant utility cost savings over the product's lifespan. The durable construction ensures minimal maintenance requirements and long service life, providing excellent return on investment through consistent performance. The material's resistance to environmental factors and mechanical stress guarantees reliable operation in challenging conditions. Companies benefit from predictable thermal performance that supports operational consistency and product protection. The proven reliability makes it a trusted choice for professionals seeking effective thermal management solutions that deliver measurable results and long-term value. Key Features: - Aluminum foil laminated polyethylene bubble film construction for dual-layer insulation - Reflects 99% of radiant heat to create effective thermal barrier protection - Moisture-resistant material maintains performance in humid or wet conditions - Durable construction withstands environmental stress and physical wear - Lightweight and flexible for easy installation on various surfaces and structures Benefits: - Reduces energy consumption by minimizing heating and cooling requirements - Maintains consistent temperatures for improved operational efficiency - Long service life with minimal maintenance needs for cost-effective operation - Versatile application across multiple environments and industries - Enhances safety by controlling surface temperatures on equipment and structures
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
INSU Reflector radiant barrier insulation delivers exceptional thermal control across diverse environments. Its aluminum foil laminated construction creates an effective heat reflection system while the polyethylene bubble core provides additional insulation. This combination makes it suitable for both extreme heat and cold applications, maintaining consistent temperatures while resisting moisture and wear for long-lasting performance in demanding conditions. The material's versatility allows installation in various structural and equipment applications. It can be easily cut and fitted to different surfaces without specialized tools, enabling quick deployment across facilities. From industrial plants to storage facilities, this insulation maintains its reflective properties over time, providing sustained thermal protection that reduces energy demands and operational costs across multiple sectors. - Warehouse and factory roof insulation to minimize solar heat gain and reduce cooling expenses - HVAC system duct wrapping to prevent thermal loss and improve climate control efficiency - Refrigerated transport vehicle lining to maintain temperature stability during logistics operations - Agricultural building protection in poultry farms and greenhouses for optimal environment control - Industrial equipment and pipeline insulation to enhance safety and prevent energy waste
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Kavita Trading Co, Maharashtra
 Maharashtra, India
Maharashtra, India
Trading CompanyDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Radiant Barrier Insulation Aluminum Foil Reflective Heat Control
INSU Reflector industrial radiant barrier insulation uses aluminum foil laminated polyethylene bubble film to reflect 99% of radiant heat for thermal management in commercial and industrial applications with reliable performance.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Kavita Trading Co Maharashtra, India
Maharashtra, India
Trading Company