undefined

Description
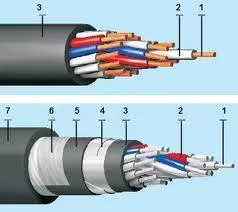
Our shielded instrumentation cable is engineered for superior performance in industrial environments where electrical noise and interference challenge system reliability. The cable...
Our shielded instrumentation cable is engineered for superior performance in industrial environments where electrical noise and interference challenge system reliability. The cable features precision engineering with high-quality materials to ensure consistent signal integrity and long-term durability in demanding applications across various sectors. Designed specifically for critical automation and control systems, it maintains reliable data transmission even in the most challenging operational conditions, making it the preferred choice for engineers, project managers, and procurement specialists in industrial sectors worldwide who require dependable solutions for their operations. This cable serves essential roles across multiple heavy industries including oil and gas refineries, power generation facilities, steel and cement manufacturing plants, railway infrastructure, and water treatment facilities. Its robust construction meets the rigorous demands of process industries that require different designs of instrumentation cables for their critical operations where electromagnetic interference, temperature variations, and mechanical stress could compromise system performance and safety. The product has been proven effective in environments where signal accuracy is paramount and failure is not an option, ensuring continuous operation in the most challenging industrial settings across global markets. Trusted by industries globally, this instrumentation cable offers exceptional reliability with construction that incorporates soft annealed bare or tinned copper conductors with flame retardant PVC insulation and protective jackets. This design prevents shorting of adjacent shields while effectively minimizing cross talk and ground loops, making it ideal for sensitive instrumentation and control systems that cannot afford signal degradation or failure. The cable provides business value through reduced downtime, enhanced safety compliance, and long-term operational efficiency that serious buyers demand for their industrial investments. Key Features: - Premium shielded construction for superior interference protection - High-quality materials ensuring long-term durability and performance - Flame retardant PVC insulation and protective jackets for safety - Soft annealed bare or tinned copper conductors for optimal conductivity - Robust design suitable for demanding industrial environments Benefits: - Reliable signal transmission in high-interference environments - Reduced system downtime through consistent performance - Enhanced safety compliance with flame retardant materials - Long-term operational efficiency and reduced maintenance costs - Trusted performance in critical automation and control applications
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
This shielded instrumentation cable ensures precise signal transmission in high-interference industrial environments, maintaining data accuracy for automation, control, and safety systems. Its robust construction withstands demanding conditions while preserving signal integrity across critical applications in heavy industries and infrastructure projects where reliability is essential and performance cannot be compromised. The cable's durable design supports both indoor and outdoor industrial installations, making it suitable for refineries, power generation facilities, manufacturing plants, and transportation infrastructure. It meets the rigorous demands of industries requiring different instrumentation cable designs for their critical operations and sensitive applications where electromagnetic interference could impact system performance. - Fire alarm and emergency shutdown systems in refineries and chemical plants - Process control and monitoring in cement and steel manufacturing facilities - Data transmission in thermal, gas, and nuclear power generation plants - Signaling and control systems in railway infrastructure and metro networks - Automation and instrumentation in water treatment plants and oil & gas pipelines
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Parshwa Electricals, Maharashtra
 Maharashtra, India
Maharashtra, India
Industrial Equipment & Machinery•ManufacturerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Automation Shielded Instrumentation Cable For Fire Alarms
Premium shielded instrumentation cable for industrial automation systems, ideal for fire alarms and process monitoring in refineries, power plants, and railways. Features reliable signal transmission with interference protection for critical control applications.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Parshwa Electricals Maharashtra, India
Maharashtra, India
Industrial Equipment & MachineryManufacturer