undefined
Apparel & Fashion
Loading subcategories...
View More
Description
Stainless steel represents the backbone of modern industrial operations, offering a combination of properties that few materials can match. Available in various grades, each formul...
Stainless steel represents the backbone of modern industrial operations, offering a combination of properties that few materials can match. Available in various grades, each formulation provides specific advantages for different environmental and operational conditions. The fundamental characteristic across all grades is exceptional corrosion resistance, which prevents material degradation when exposed to chemicals, moisture, and atmospheric elements. This inherent durability translates to extended service life and reduced replacement frequency, making stainless steel a cost-effective choice for long-term projects. The material's mechanical strength ensures structural integrity under pressure, load, and stress conditions that would compromise lesser materials. Thermal stability allows performance consistency across temperature extremes, while the non-reactive surface maintains purity in sensitive applications. Industries with demanding operational environments consistently turn to stainless steel for critical components. Chemical processing facilities utilize specific grades that resist acidic and alkaline substances while maintaining structural integrity. Marine applications benefit from materials that withstand saltwater corrosion without requiring constant maintenance. Food production operations require surfaces that prevent bacterial growth and contamination while withstanding frequent cleaning protocols. Energy generation systems rely on stainless steel for components exposed to high temperatures and pressures. Manufacturing operations use these materials for precision tooling that must maintain accuracy through thousands of cycles. Each industry sector selects specific grades based on their unique combination of chemical exposure, mechanical demands, and regulatory requirements. Businesses investing in stainless steel materials gain operational reliability that translates directly to bottom-line benefits. The material's longevity reduces replacement costs and minimizes production downtime for maintenance. Consistent performance under varying conditions ensures predictable operational outcomes and reduces quality control issues. The material's versatility allows for standardized procurement across multiple applications, simplifying inventory management. When properly specified and installed, stainless steel components deliver years of trouble-free service with minimal intervention. This reliability becomes particularly valuable in industries where equipment failure carries significant safety, environmental, or financial consequences. The material's proven track record across decades of industrial use provides confidence in its performance capabilities. Key Features: - Multiple grade options optimized for specific environmental and operational conditions - Superior corrosion resistance against chemicals, moisture, and atmospheric elements - High mechanical strength maintaining structural integrity under stress and pressure - Excellent thermal stability performing consistently across temperature extremes - Non-reactive surface properties ensuring purity in sensitive applications Benefits: - Extended service life reducing replacement frequency and associated costs - Minimal maintenance requirements lowering operational expenses over time - Consistent performance ensuring predictable outcomes in critical applications - Versatile application across multiple industries and operational environments - Proven reliability backed by decades of successful industrial implementation
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Our stainless steel grades are engineered to withstand aggressive environments where material failure is not an option. From chemical processing plants to offshore marine installations, these materials maintain structural integrity when exposed to corrosive substances, high temperatures, and mechanical stress. The versatility across grades allows engineers and procurement specialists to select precisely the right material specification for their specific operational demands. Different industries face unique challenges that require tailored material solutions. In food processing, stainless steel ensures hygiene and contamination prevention, while in power generation, it withstands extreme thermal cycling. Manufacturing facilities rely on these materials for precision tooling and equipment that must maintain dimensional stability. Each application benefits from the material's inherent properties that translate to longer service life and reduced maintenance costs. Real-world applications: - Chemical processing equipment including reactors, storage tanks, and piping systems - Marine and offshore structures exposed to saltwater and harsh weather conditions - Food and beverage processing machinery requiring strict hygiene standards - Power generation components in turbines, heat exchangers, and boiler systems - Precision manufacturing tools, jigs, and fixtures requiring dimensional stability
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
| Payment Methods |
|
Company Profile
Mahesh Industries, Tamil Nadu Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & Machinery•Manufacturer
Factory Details
Factory SizeBelow 1000 sqm
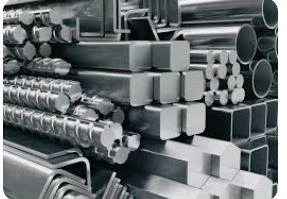
Industrial Stainless Steel Grades For Corrosion Resistance And Mechanical Strength
Premium stainless steel grades from trusted manufacturers deliver superior corrosion resistance and mechanical strength for industrial, chemical, marine, and manufacturing applications requiring durable, high-performance materials.
Min. Order Quantity: 1 pieces
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Mahesh Industries
 Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & MachineryManufacturer