undefined
Apparel & Fashion
Loading subcategories...
View More

Description
As a trusted global supplier of industrial chemicals, we provide comprehensive solutions for businesses requiring high-quality solvents, petrochemical products, and chemical interm...
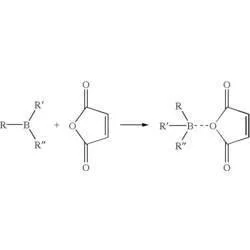
As a trusted global supplier of industrial chemicals, we provide comprehensive solutions for businesses requiring high-quality solvents, petrochemical products, and chemical intermediates. Our product range includes Methylene Dichloride (M.D.C), N.C. Thinner, Oxalic Acid, Maleic Anhydride, Nitric Acid, Nitro Benzene, and numerous other essential compounds manufactured to meet international standards. We serve importers, distributors, and wholesalers who demand consistent quality, reliable supply chains, and technical expertise for their industrial operations worldwide. Our chemicals undergo rigorous quality control processes to ensure they meet the specific requirements of diverse industries and applications. These industrial chemicals find extensive usage across multiple sectors including pharmaceutical manufacturing, where purity and consistency are non-negotiable requirements. The paint and coating industry relies on our solvents and thinners for formulation stability, while metal treatment operations utilize our acids for cleaning and processing applications. Petrochemical derivatives support plastic and polymer manufacturing, and water treatment facilities depend on our inorganic compounds for purification processes. Each industry benefits from our chemicals' precise specifications and reliable performance in critical manufacturing processes. Businesses choose our industrial chemicals for their exceptional reliability, consistent quality, and the significant value they bring to production processes. Our products are tailored to meet specific operational requirements, ensuring optimal performance in their applications. The reliability of our supply chain means businesses can maintain uninterrupted production schedules, while our technical support provides peace of mind for complex chemical requirements. These factors combine to deliver reduced operational risks, improved product quality, and enhanced manufacturing efficiency for our clients. Key Features: - Comprehensive range including solvents, petrochemicals, and chemical intermediates - Rigorous quality control ensuring international standard compliance - Consistent product specifications maintained across all batches - Global supply chain reliability with consistent availability - Technical expertise supporting complex industrial requirements Benefits: - Enhanced manufacturing efficiency through reliable chemical performance - Reduced operational risks with consistent quality and supply chain stability - Improved product quality in final manufactured goods - Technical support for optimal chemical application and handling - Cost-effective solutions through precise chemical specifications
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Our industrial chemicals serve as essential components across multiple manufacturing sectors. Solvents like Methylene Dichloride and N.C. Thinner are crucial for paint, coating, and pharmaceutical industries, while intermediates support complex production processes with consistent quality and reliability. Petrochemical products and specialized acids including Oxalic Acid, Maleic Anhydride, and Nitric Acid enable diverse industrial applications from metal treatment to polymer manufacturing. These chemicals meet stringent quality standards required by professional buyers who prioritize supply chain stability and technical specifications for their operations. - Metal cleaning and surface treatment processes using specialized solvents and acids - Pharmaceutical manufacturing requiring high-purity chemical intermediates - Paint, coating, and adhesive formulation with reliable thinning agents - Polymer and plastic production utilizing petrochemical derivatives - Water treatment and purification systems employing inorganic compounds
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Adarsh Chemicals, Tamil Nadu
 Tamil Nadu, India
Tamil Nadu, India
Raw Materials & Chemicals•Distributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Premium Industrial Chemicals Solvents Petrochemicals Organic Inorganic Compounds
Premium industrial chemicals supplier offering solvents, petrochemicals, organic and inorganic compounds with unmatched quality and reliability for manufacturing and processing industries worldwide.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Adarsh Chemicals Tamil Nadu, India
Tamil Nadu, India
Raw Materials & ChemicalsDistributor / Wholesaler