undefined
Apparel & Fashion
Loading subcategories...
View More
Description
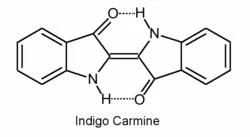
Indigo Carmine represents a premium synthetic blue dye engineered specifically for industrial manufacturing applications. This high-purity coloring solution delivers vibrant blue h...
Indigo Carmine represents a premium synthetic blue dye engineered specifically for industrial manufacturing applications. This high-purity coloring solution delivers vibrant blue hues while meeting rigorous international safety and quality standards. Manufactured under strictly controlled conditions, it ensures reliable performance and consistent results across every production batch. The product is designed for manufacturers who require stable, compliant coloring solutions that integrate smoothly into various production processes. Its synthetic formulation guarantees exceptional uniformity, making it a trusted choice for industries where color accuracy and regulatory adherence are fundamental requirements. This versatile dye serves critical functions across multiple industrial sectors. In food manufacturing, it provides appealing visual characteristics to products like confectionery, beverages, and dairy items while maintaining safety standards. Pharmaceutical manufacturers utilize Indigo Carmine for tablet coatings and liquid medications, ensuring proper product identification and patient compliance. The cosmetic industry incorporates this dye into personal care products such as soaps and shampoos for consistent coloring performance. Additionally, it finds important applications in diagnostic procedures and biological staining, demonstrating its adaptability across sectors that demand high-quality, stable coloring solutions. Manufacturers benefit from the exceptional value proposition offered by Indigo Carmine through its cost-effectiveness, reliability, and global compliance. The dye enhances product visual appeal while supporting brand consistency and reducing production risks associated with color variations. Every batch undergoes comprehensive quality testing to ensure performance standards are maintained, providing manufacturers with confidence in their final products. The consistent supply chain and technical support available help clients integrate this coloring solution effectively into their operations, ensuring optimal performance and customer satisfaction throughout the manufacturing process. Key Features: - High-purity synthetic blue dye for industrial applications - Compliance with international quality and safety standards - Excellent stability and solubility across various formulations - Consistent color intensity with batch-to-batch uniformity - Reliable performance in different manufacturing environments Benefits: - Ensures vibrant and consistent coloring results - Supports regulatory compliance across industries - Enhances product visual appeal and marketability - Reduces production risks through reliable performance - Maintains color stability under various conditions
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Indigo Carmine synthetic blue dye provides vibrant, stable coloring across multiple manufacturing sectors. Its high solubility and batch-to-batch consistency ensure reliable performance in various formulations, from liquid preparations to powder-based products. This versatility makes it an ideal choice for industrial applications requiring precise color control and regulatory compliance. The dye integrates seamlessly into production processes while maintaining color integrity under different conditions. Manufacturers trust its uniform dispersion properties and compatibility with diverse ingredients. This reliability supports efficient manufacturing operations and helps maintain product quality standards across different industrial environments. - Coloring candies, beverages, ice cream, and soft drinks - Pharmaceutical tablet coatings and medicinal syrups - Cosmetic products including soaps and shampoos - Diagnostic staining in laboratory settings - Bakery items and dairy products for visual enhancement
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Aditya Synthetic, Gujarat
 Gujarat, India
Gujarat, India
Raw Materials & Chemicals•ManufacturerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
South Asia
Synthetic Blue Dye For Food Pharmaceutical Cosmetic Industries
Indigo Carmine synthetic blue dye delivers high-purity coloring for food, pharmaceutical, and cosmetic manufacturing applications with consistent quality and reliable performance.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Aditya Synthetic Gujarat, India
Gujarat, India
Raw Materials & ChemicalsManufacturer