undefined
Apparel & Fashion
Loading subcategories...
View More

Description
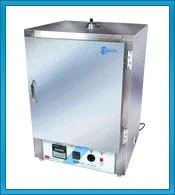
BLUEFIC hot air ovens represent precision engineering for industrial and laboratory thermal processing requirements. Designed with robust stainless steel construction, these ovens ...
BLUEFIC hot air ovens represent precision engineering for industrial and laboratory thermal processing requirements. Designed with robust stainless steel construction, these ovens feature advanced insulation with glass wool for optimal heat retention and energy efficiency. The sophisticated temperature control system maintains accurate ranges from 50°C to 250°C, ensuring reliable performance for critical applications where temperature consistency is essential. Available in multiple chamber sizes from 12x12x12 inches to 24x24x36 inches, each unit delivers exceptional thermal processing capabilities for demanding professional environments. These hot air ovens serve diverse industries with specific thermal processing requirements. Pharmaceutical companies utilize them for drug drying and sterilization processes, while medical facilities rely on them for instrument sanitization. Research institutions employ these ovens for sample preparation and material testing, and industrial manufacturing units use them for component heat treatment and moisture removal. Educational institutes incorporate them into practical training programs, demonstrating their versatility across sectors that demand precise temperature control and reliable thermal processing solutions. BLUEFIC hot air ovens deliver exceptional value through their durable construction and reliable performance. The double-layered wall design with Kanthal wire heating elements ensures even heat distribution and extended operational life, reducing maintenance costs and downtime. Energy-efficient operation minimizes electricity consumption while maintaining consistent temperature control, providing long-term cost savings. Available accessories like air circulating fans, timers, and microprocessor PID controllers allow operations to optimize equipment performance for specific needs, ensuring optimal return on investment. Key Features: - Double-layered wall construction with glass wool insulation for optimal heat retention - Kanthal wire heating elements ensuring even heat distribution and long-lasting performance - Advanced hydraulic thermostat maintaining precise temperature control from 50°C to 250°C - Multiple chamber size options from 12x12x12 inches to 24x24x36 inches with shelf configurations - Optional accessories including air circulating fans, timers, and microprocessor controllers Benefits: - Consistent temperature control ensures reliable sterilization and drying results - Durable stainless steel construction provides long-term reliability and corrosion resistance - Energy-efficient design reduces operational costs while maintaining performance - Versatile applications across pharmaceutical, laboratory, and industrial settings - Even heat distribution prevents hot spots and ensures uniform processing
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
BLUEFIC hot air ovens deliver critical thermal processing solutions for sterilization, drying, and heat treatment across demanding industrial environments. Their precise temperature control and uniform heat distribution ensure consistent results for sensitive materials and components, making them essential for operations requiring repeatable thermal performance without compromise. These industrial ovens serve pharmaceutical manufacturing, medical facilities, research laboratories, and production units with versatile thermal processing capabilities. From sterilizing surgical instruments to drying research samples and treating industrial components, they offer reliable performance for both routine applications and specialized thermal processes that demand accuracy and durability. - Sterilizing laboratory glassware and medical instruments in healthcare facilities - Drying pharmaceutical products and raw materials in manufacturing processes - Heat treating metal components and small parts in industrial production - Removing moisture from research samples and testing materials in laboratories - Accelerating paint drying and curing processes in manufacturing applications
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Bluefic Industrial & Scientific Technologies, Haryana
 Haryana, India
Haryana, India
Industrial Equipment & Machinery•ManufacturerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
South Asia
Industrial Hot Air Oven 50 250C Sterilization Drying Heat Treatment
BLUEFIC Industrial Hot Air Oven provides precise 50°C-250°C temperature control for sterilization, drying, and heat treatment applications. Built with stainless steel construction for pharmaceutical, laboratory, and industrial reliability.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Bluefic Industrial & Scientific Technologies Haryana, India
Haryana, India
Industrial Equipment & MachineryManufacturer