₹
Apparel & Fashion
Loading subcategories...
View More
Description
Industrial hot air generators represent advanced thermal technology engineered for superior performance in demanding industrial environments. These systems are available in both ve...
Industrial hot air generators represent advanced thermal technology engineered for superior performance in demanding industrial environments. These systems are available in both vertical and horizontal configurations, providing flexibility for various facility layouts and space requirements. The generators feature both direct and indirect heating types, ensuring optimal compatibility with different industrial processes and purity standards. Designed for continuous round-the-clock operation, these units deliver consistent thermal output while maintaining compact, space-efficient footprints that maximize facility utilization. With capacity options ranging from 20,000 Kcal/hr to 30,00,000 Kcal/hr, they offer scalable solutions that adapt to evolving business needs, supported by multiple fuel options including light oil, heavy oil, and gas firing systems. These thermal systems serve critical functions across numerous industries where precise temperature control and reliable heat delivery are essential for production quality and operational efficiency. In manufacturing sectors, they enable consistent drying processes for textiles, paper products, and various industrial materials requiring controlled thermal management. The food processing industry utilizes these generators for agricultural product drying and food preparation processes that demand hygienic heated air. Chemical and pharmaceutical manufacturers benefit from the pure air delivery of indirect heating systems for sensitive production environments. Additionally, these units support paint and coating curing in automotive finishing, plastic and rubber processing for material formation, and countless other industrial applications where thermal precision directly impacts product quality and production success. The operational value of these hot air generators extends beyond basic functionality to deliver comprehensive advantages that positively impact operational costs and productivity. Engineered for exceptional reliability and durability, these systems minimize downtime and maintenance requirements while maximizing production uptime and output consistency. Advanced burner control and temperature management systems ensure precise operational control, reducing energy waste and optimizing fuel consumption for improved thermal efficiency. Optional recirculation systems further enhance energy utilization, directly lowering operational expenses while maintaining performance standards. The combination of robust construction, automated controls, and integrated safety features creates a low-risk investment that delivers long-term value through reduced operating costs, minimized maintenance intervals, and consistent process quality that protects product standards and operational reputation. Key Features: - Vertical and horizontal design options for flexible installation - Direct and indirect heating types for varying purity requirements - Wide capacity range from 20,000 to 30,00,000 Kcal/hr - Multiple fuel compatibility including light oil, heavy oil, and gas - Compact design optimized for continuous 24/7 operation Benefits: - Enhanced operational efficiency through precise temperature control - Reduced energy consumption with optimized thermal performance - Lower maintenance requirements with durable construction - Flexible fuel options for cost-effective operation - Consistent performance for improved product quality
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
These industrial hot air generators deliver precise thermal solutions for diverse drying and heating applications across multiple sectors. The systems provide consistent heat output with direct or indirect heating methods to meet various material requirements and purity standards. Flexible configurations support different fuel types including light oil, heavy oil, and gas firing options for optimal operational efficiency. Robust construction ensures reliable performance in demanding industrial environments requiring continuous temperature control. With capacity ranges scaling from 20,000 Kcal/hr to 30,00,000 Kcal/hr, these units accommodate both small-scale operations and large industrial facilities. The generators maintain operational efficiency during 24/7 production cycles while offering space-saving designs that maximize facility utilization. - Textile and paper manufacturing for consistent material drying processes - Food processing facilities for agricultural product drying operations - Chemical and pharmaceutical production requiring pure heated air systems - Automotive and industrial finishing for paint and coating curing applications - Plastic and rubber processing industries for material heating and forming
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

B. S. Jagdev & Sons, Punjab
 Punjab, India
Punjab, India
Industrial Equipment & Machinery•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
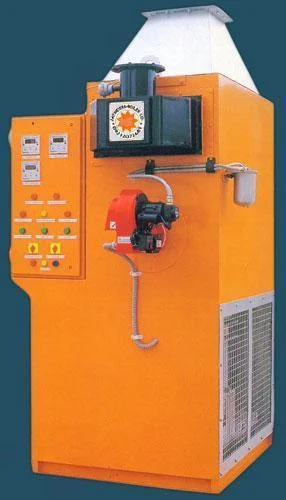
Industrial Hot Air Generators For Drying Heating Processes
Industrial hot air generators provide efficient drying and heating for manufacturing processes. Available in vertical or horizontal designs with capacities from 20,000 to 30,00,000 Kcal/hr. Reliable performance for continuous operation with multiple fuel options.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
B. S. Jagdev & Sons Punjab, India
Punjab, India
Industrial Equipment & MachineryManufacturer







