₹
Apparel & Fashion
Loading subcategories...
View More
Description
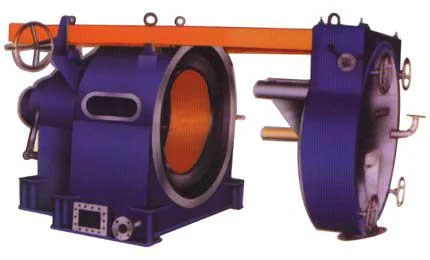
The Industrial Horizontal Peeler Centrifuge for starch represents advanced separation technology designed specifically for handling low-concentration slurries containing fine solid...
The Industrial Horizontal Peeler Centrifuge for starch represents advanced separation technology designed specifically for handling low-concentration slurries containing fine solids. Operating at full basket RPM throughout all processing stages including feeding, washing, drying, and discharge, this machine significantly reduces cycle times while optimizing energy consumption. Constructed with precision engineering and available in hygienic all-stainless-steel builds, this centrifuge ensures long-term reliability and minimal maintenance requirements. The combination of extensive filtration area and high G-force capability guarantees optimum solids dryness, making it an indispensable solution for demanding separation applications across multiple industries. This centrifuge finds extensive application in food processing for starch extraction, chemical manufacturing for product recovery, pharmaceutical production for purity-critical separations, and wastewater treatment for efficient sludge dewatering. Its consistent performance with fine solid particles makes it particularly valuable in processes where moisture content directly influences final product quality and storage stability. The equipment meets rigorous industry standards, including hygiene protocols for food and pharmaceutical sectors, through customizable configurations and compliance with international manufacturing practices. Various industries rely on its dependable operation for maintaining production efficiency and product consistency. The horizontal peeler centrifuge delivers substantial business value through its operational reliability, energy efficiency, and consistent performance. By maintaining full RPM operations throughout all processing stages, it reduces both time and energy consumption while maximizing throughput. The robust construction minimizes downtime and maintenance requirements, ensuring long-term operational continuity and productivity. For businesses, this translates to improved product quality, higher processing capacity, and enhanced return on investment. The centrifuge's adaptability to diverse industrial requirements and compliance with international standards makes it a trusted asset for organizations seeking durable and efficient separation solutions. Key Features: - Full RPM operation during all processing stages including feeding, washing, and discharge - High G-force capability with large filtration area for optimum solids dryness - Available in hygienic all-stainless-steel construction for critical applications - Robust engineering design for long operational life with minimal maintenance - Advanced control systems for precise operation and consistent results Benefits: - Reduced processing time and energy consumption through efficient full-RPM operation - Superior solids dryness improving product quality and reducing downstream processing - Hygienic construction suitable for sensitive applications requiring strict cleanliness - Minimal downtime and maintenance needs ensuring continuous production flow - Consistent performance across varying feed conditions and material types
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
This horizontal peeler centrifuge excels in solid-liquid separation for starch processing and chemical industries. It efficiently handles low-concentration slurries with fine particles, achieving superior dryness levels through advanced centrifugal force and filtration technology. The machine maintains full RPM during feeding, washing, drying, and discharge phases, maximizing productivity while reducing energy consumption across continuous operations. Built with robust construction and reliable performance standards, this centrifuge serves multiple industrial sectors requiring precise separation. Industries including food processing, pharmaceuticals, chemicals, and wastewater treatment benefit from its consistent output and compliance with hygiene standards through stainless-steel builds. The equipment adapts to various processing requirements while maintaining operational efficiency and product quality. - Starch extraction and drying in food processing plants for potato, corn, and tapioca starch production - Chemical manufacturing for separating crystalline products and intermediates from mother liquors - Pharmaceutical production to isolate active ingredients and ensure purity in drug formulation - Wastewater treatment facilities for dewatering sludge and recovering solids from industrial effluents - Sugar refining industries for separating sugar crystals from molasses with high dryness efficiency
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Apollo Machinery, Gujarat
 Gujarat, India
Gujarat, India
Health & Personal Care•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Horizontal Peeler Centrifuge For Starch High Dryness Efficiency
Industrial Horizontal Peeler Centrifuge delivers high dryness efficiency for starch processing with optimal G-force performance. Ideal for fine solids separation in chemical and industrial applications requiring reliable, consistent results.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Apollo Machinery Gujarat, India
Gujarat, India
Health & Personal CareManufacturer


