undefined
Apparel & Fashion
Loading subcategories...
View More

Description
Industrial high alumina ceramics and zirconia components represent advanced material solutions engineered for extreme performance. Manufactured from premium-grade materials through...
Industrial high alumina ceramics and zirconia components represent advanced material solutions engineered for extreme performance. Manufactured from premium-grade materials through precise processes, these ceramics deliver exceptional heat resistance, mechanical strength, and dimensional stability. They maintain their properties in environments where metals and polymers would degrade, offering reliable operation in temperatures exceeding 1600°C while resisting thermal shock. The sophisticated manufacturing ensures consistent quality, precise tolerances, and surface finishes that meet rigorous industrial standards. These components are ready for immediate integration into your systems, providing dependable performance in the most challenging applications without requiring additional processing or modifications. These ceramic solutions serve critical functions across multiple industrial sectors. In manufacturing and processing, they provide thermal insulation, wear protection, and chemical resistance for equipment exposed to extreme conditions. The energy sector utilizes them in turbine components, burner nozzles, and insulation systems where reliability under high temperatures is essential. Electronics manufacturers rely on their electrical insulation properties and dimensional stability for substrates, insulators, and precision components. Industrial equipment manufacturers incorporate them into pumps, valves, and mechanical systems that handle abrasive or corrosive materials. Their versatility extends to specialized applications requiring specific material properties tailored to unique operational challenges. Businesses choose these ceramic components for their proven reliability and long-term value. While the initial investment reflects their advanced capabilities, the extended service life and reduced maintenance deliver significant operational savings. These components undergo rigorous testing to ensure they meet performance specifications, providing confidence for mission-critical applications. Their consistent quality across production batches minimizes the risk of unexpected failures or production interruptions. The materials' inherent properties reduce contamination risks in sensitive processes while maintaining performance under continuous operation. This reliability translates to improved efficiency, reduced downtime, and enhanced productivity for industrial operations. Key Features: - Exceptional heat resistance withstanding temperatures exceeding 1600°C without degradation - Superior mechanical strength and hardness for excellent wear and abrasion resistance - High dimensional stability and precise tolerances for reliable fit and function - Excellent chemical resistance against corrosive substances and aggressive media - Consistent material properties and quality across production batches Benefits: - Extended service life and reduced maintenance costs in demanding applications - Reliable performance in extreme temperatures and harsh environmental conditions - Reduced contamination risk in sensitive manufacturing and processing operations - Consistent quality and dimensional accuracy for trouble-free integration - Enhanced equipment efficiency and productivity through dependable component performance
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
High alumina and zirconia ceramic components are engineered to perform where other materials fail. Their exceptional thermal stability allows them to withstand extreme temperatures without degrading, while their superior mechanical strength resists wear, abrasion, and impact in harsh industrial environments. These properties ensure reliable operation and extended service life for critical components. These advanced ceramics maintain dimensional stability and chemical inertness even under aggressive conditions. This makes them ideal for applications involving corrosive chemicals, high-pressure systems, or precise mechanical operations. From thermal management to structural support, these components deliver consistent performance across diverse industrial settings without compromising on precision or reliability. - High-temperature furnace linings, kiln furniture, and thermal insulation components for industrial heating processes - Wear-resistant liners, guides, and seals in material handling, mining, and mineral processing equipment - Precision components and substrates in semiconductor manufacturing, electronics packaging, and sensor technology - Chemical-resistant parts, valves, and pump components for processing corrosive fluids and aggressive media - Mechanical components requiring high hardness and dimensional stability in automotive, aerospace, and tooling applications
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Bangalore Ceramics, Karnataka
 Karnataka, India
Karnataka, India
ManufacturerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
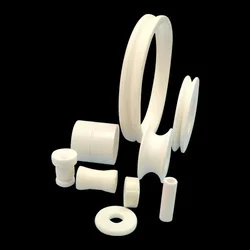
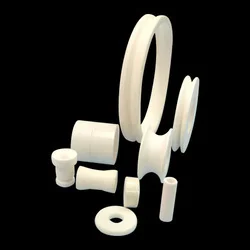
Industrial High Alumina Ceramics Zirconia Components Heat Resistant
Industrial high alumina ceramics and zirconia components provide exceptional heat resistance and durability for demanding applications. Engineered for precision performance in extreme conditions, these reliable ceramic parts serve manufacturing and processing industries.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Bangalore Ceramics Karnataka, India
Karnataka, India
Manufacturer