undefined
Apparel & Fashion
Loading subcategories...
View More

Description
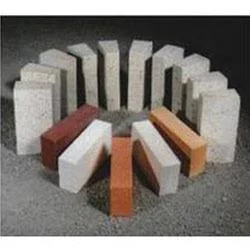
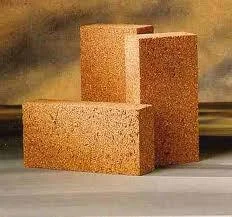
Industrial High Alumina Bricks are premium refractory materials engineered for extreme temperature applications, delivering outstanding performance where heat resistance and struct...
Industrial High Alumina Bricks are premium refractory materials engineered for extreme temperature applications, delivering outstanding performance where heat resistance and structural durability are paramount. Composed mainly of high-purity alumina and other refractory aggregates, these bricks excel in environments surpassing 1500°C, offering dependable thermal insulation and mechanical strength. Manufactured through high-pressure molding and precision firing processes, they ensure uniform density, minimal porosity, and superior resistance to abrasion, corrosion, and thermal shock. Designed for industrial heating equipment, these bricks provide a trusted solution for rigorous thermal processes, maintaining integrity under sustained high heat. These bricks are extensively utilized across key industries such as iron and steel, cement, glass, ceramics, and non-ferrous metal processing. In steel plants, they line blast furnaces, ladles, and electric arc furnaces. Cement manufacturers rely on them for rotary kilns and cyclones, while glass factories use them in tank furnaces and regenerators. The petrochemical industry applies them in reformers and crackers, and power plants install them in boilers and incinerators. Their capability to withstand aggressive chemical environments and repeated thermal cycling makes them essential in these sectors, ensuring operational continuity, safety, and process reliability. Choosing High Alumina Bricks brings substantial business value through improved operational efficiency, minimized downtime, and reduced maintenance expenses. Their extended service life decreases replacement frequency, offering long-term cost savings. The bricks' reliability in preserving structural integrity under thermal stress lowers the risk of furnace failures, safeguarding production schedules and ensuring consistent output. Their excellent thermal properties aid energy efficiency by effectively retaining heat, reducing fuel consumption. These advantages combine to deliver a dependable, high-return investment for industrial heating applications, supporting productivity and operational stability. Key Features: - High alumina content ensuring superior refractoriness and heat resistance up to 1800°C. - Excellent thermal shock resistance for durability during rapid temperature fluctuations. - Low porosity and high density to enhance resistance against slag and chemical erosion. - Consistent quality and reliable performance for demanding industrial applications. - High mechanical strength providing structural stability in heavy-duty thermal environments. Benefits: - Enhanced operational efficiency and prolonged equipment lifespan reducing overall costs. - Reduced downtime and maintenance needs due to reliable performance under extreme conditions. - Lower risk of furnace failures protecting production schedules and output consistency. - Energy efficiency through effective heat retention, minimizing fuel consumption. - Dependable solution ensuring safety and continuity in critical heating processes.
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
High Alumina Bricks are indispensable in extreme temperature environments where standard materials degrade. They provide robust structural integrity and effective thermal insulation in industrial furnaces, kilns, incinerators, and reactors. Their exceptional resistance to thermal shock and chemical erosion ensures reliable performance in harsh operating conditions across various demanding sectors. These bricks maintain consistent performance under intense heat, guaranteeing long-term operational safety and efficiency in critical heating applications. Industries including steel manufacturing, cement production, glass making, and non-ferrous metal processing depend on High Alumina Bricks for lining furnaces, boilers, and other high-heat equipment. They are also widely used in power generation plants, petrochemical refineries, and waste incineration systems. Their versatility and reliable performance meet specific application requirements, supporting unique industrial setups and thermal profiles with consistent quality and durability. - Lining blast furnaces and hot blast stoves in steel plants for efficient iron smelting and processing. - Insulating rotary kilns and preheaters in cement manufacturing to sustain high operating temperatures. - Constructing glass tank furnaces to endure molten glass and repeated high thermal cycles. - Building incinerators and waste treatment facilities for effective high-temperature waste disposal. - Serving as refractory linings in power boilers and heat recovery systems within energy generation plants.
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Ali Enterprises, Punjab
 Punjab, India
Punjab, India
Manufacturer
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
Southeast Asia
Industrial High Alumina Bricks For Heat Resistance And Durability
Industrial High Alumina Bricks deliver superior heat resistance and durability for furnaces, kilns, and boilers in steel, cement, and glass industries, ensuring reliable thermal stability and long service life.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Ali Enterprises Punjab, India
Punjab, India
Manufacturer