undefined
Apparel & Fashion
Loading subcategories...
View More
Description
Our high-performance HDPE pipes represent the gold standard in modern fluid transport solutions, engineered from premium high-density polyethylene for superior strength and longevi...
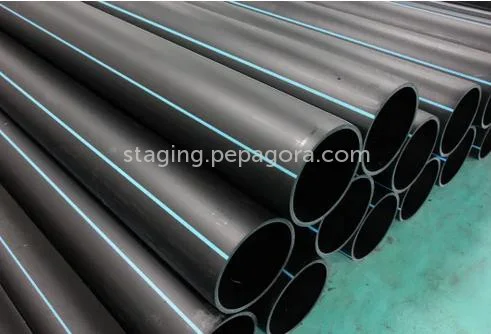
Our high-performance HDPE pipes represent the gold standard in modern fluid transport solutions, engineered from premium high-density polyethylene for superior strength and longevity. These pipes combine exceptional flexibility with robust construction, making them ideal for transporting drinking water, chemicals, compressed gases, and wastewater. The material's inherent corrosion resistance eliminates concerns about rust and chemical degradation, while the leak-proof jointing system ensures maximum efficiency and environmental safety. Designed to withstand extreme environmental conditions, these lightweight pipes simplify installation while delivering decades of reliable service across diverse applications. Across industries, HDPE pipes have become the preferred choice for critical infrastructure projects. Municipal authorities rely on them for water distribution networks and sewage systems due to their longevity and minimal maintenance needs. Agricultural sectors utilize these pipes for extensive irrigation networks where chemical resistance and UV stability are crucial. Industrial plants depend on HDPE for chemical processing, mining operations employ them for slurry transport, and gas companies trust them for distribution networks. The construction industry values these pipes for foundation drainage and plumbing applications, while telecommunications companies use them as protective conduits for fiber optic cables. The business value of choosing our HDPE pipes extends beyond initial cost savings to long-term operational efficiency and reliability. These pipes significantly reduce maintenance costs through their corrosion-resistant properties and leak-proof jointing systems, minimizing downtime and repair expenses. Their lightweight nature cuts installation time and labor costs by up to 50% compared to traditional materials. The exceptional durability ensures a service life exceeding 50 years, providing outstanding return on investment. Customization options allow for precise specification matching to project requirements, while our consistent quality control guarantees product reliability that serious B2B buyers can depend on for their most demanding applications. Key Features: - Premium high-density polyethylene construction for maximum durability - Excellent corrosion and chemical resistance for long service life - Lightweight design enabling faster, cost-effective installation - Leak-proof jointing system ensuring zero wastage and maximum efficiency - UV stabilized formulation suitable for above-ground applications Benefits: - Reduced maintenance costs through corrosion resistance and durability - Faster installation with lightweight design cutting labor requirements - Long service life exceeding 50 years for superior return on investment - Versatile application across multiple industries and environments - Customizable specifications to meet exact project requirements
Specifications
| Additional Information | |
|---|---|
| Country of Origin | 106 |
| Customisable | No |
Application
Our HDPE pipes serve as critical infrastructure components across multiple sectors, providing reliable fluid transport solutions. Their chemical resistance and structural integrity make them suitable for handling everything from potable water to aggressive industrial chemicals with consistent performance. These versatile pipes are engineered to perform in diverse environments including underground burial, exposed installations, and submerged applications. Industries choose HDPE pipes for their long service life, minimal maintenance requirements, and adaptability to various pressure ratings and temperature conditions. Real-world applications: Real-world applications: - Municipal water supply systems and potable water distribution networks - Agricultural irrigation including drip, sprinkler, and pivot systems - Industrial chemical processing plants and fluid transfer operations - Gas distribution networks for residential and commercial supply - Mining operations for slurry transport and dewatering applications
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Shipping & Logistics
| Shipping Internationally | No | |
| Methods | -- | |
| IncoTerms | -- | |
| Port of Dispatch | New Delhi or nearest ICD | |
| Packaging Type | -- | |
| Units per Package | -- | |
| Barcode / HSN / GTIN / UPC | -- | |
| Dispatch Lead time | -- |
Company Profile

Eonn Plast India Private Limited, New Delhi New Delhi, India
New Delhi, India
Construction•Manufacturer
Factory Details
Factory SizeBelow 1000 sqm
HDPE Pipes For Water Supply, Irrigation, Gas Distribution, And Industrial Use
Premium HDPE pipes for water supply, irrigation, gas distribution, and industrial fluid transfer. These corrosion-resistant, leak-proof pipes deliver exceptional durability and reliability for demanding applications.
Min. Order Quantity: 100 Metric Ton
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Eonn Plast India Private Limited
 New Delhi, India
New Delhi, India
ConstructionManufacturer







