undefined
Apparel & Fashion
Loading subcategories...
View More

Description
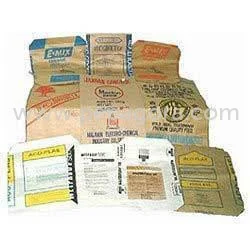
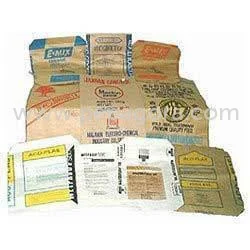
Our Industrial HDPE Laminated Paper Bags represent premium packaging solutions engineered for demanding industrial applications. Manufactured using virgin grade HDPE and PP woven f...
Our Industrial HDPE Laminated Paper Bags represent premium packaging solutions engineered for demanding industrial applications. Manufactured using virgin grade HDPE and PP woven fabric with high-quality paper lamination, these bags ensure superior strength and structural integrity. The advanced production process involves precise lamination technology that bonds paper to the woven polypropylene base, creating packaging material that offers exceptional durability alongside excellent printing surfaces. With consistent manufacturing quality and reliable performance characteristics, these bags meet the rigorous requirements of industrial packaging while providing excellent value through their longevity and protective capabilities. These laminated paper bags serve critical functions across multiple industrial sectors where packaging performance directly impacts product quality and safety. The construction industry utilizes these bags for cement, sand, and dry mix packaging due to their excellent moisture resistance and tear strength. Agricultural operations rely on them for fertilizer, animal feed, and grain storage where breathability and durability are essential. Chemical manufacturers choose these bags for their resistance to various substances and secure containment properties. Food processing companies benefit from the food-grade safety and premium presentation capabilities, while industrial distributors appreciate the reliable performance and product protection throughout the supply chain. The business value of these HDPE laminated paper bags extends beyond basic packaging to become a strategic advantage for serious industrial buyers. Their reliability translates to reduced product loss, minimized damage claims, and enhanced customer satisfaction through consistent delivery of intact goods. The virgin grade materials ensure consistent performance batch after batch, eliminating the variability often associated with recycled materials. This reliability makes them suitable for long-term supply agreements and critical inventory management. The combination of durability and print quality means businesses can maintain product integrity while improving brand visibility throughout distribution channels. Key Features: - Virgin grade HDPE and PP woven fabric construction for maximum strength - High-quality paper lamination providing superior printing surface - Excellent moisture resistance and environmental protection - Reliable performance in demanding industrial conditions - Consistent manufacturing quality ensuring uniform bag performance Benefits: - Reduced product loss and damage during transportation and storage - Enhanced product protection against moisture and environmental factors - Consistent performance and reliability across all production batches - Improved brand visibility through high-quality printing surfaces - Cost-effective packaging solution through durability and reusability
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
HDPE laminated paper bags deliver exceptional durability and moisture protection for heavy-duty industrial packaging requirements. These bags combine the strength of woven polypropylene with the premium surface quality of paper, making them ideal for both product protection and branding across multiple sectors. Their reliable construction ensures consistent performance where standard packaging often fails. These laminated bags are engineered to withstand demanding applications and rough handling during transportation and storage. The lamination process creates an effective barrier against environmental factors while maintaining necessary breathability for specific products. Industries from construction to agriculture depend on these bags for their load-bearing capacity, tear resistance, and consistent performance in challenging conditions. - Cement and construction materials packaging providing dust control and moisture protection - Fertilizer and agricultural product storage with essential breathability features - Chemical industry packaging requiring resistance to abrasion and tearing - Food grade applications including sugar, flour, and grain packaging - Industrial goods packaging with high-quality printing for brand identification
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Newage Laminators Pvt Ltd, Haryana
 Haryana, India
Haryana, India
Packaging & Printing•ManufacturerDistributor / Wholesaler
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial HDPE Laminated Paper Bags For Cement Chemicals Fertilizers
Industrial HDPE laminated paper bags provide superior strength and moisture resistance for cement, chemicals, and fertilizers packaging. Made with virgin grade woven fabric for reliable performance and excellent print quality in demanding industrial environments.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Newage Laminators Pvt Ltd Haryana, India
Haryana, India
Packaging & PrintingManufacturer