undefined
Apparel & Fashion
Loading subcategories...
View More
Description
Industrial Glass Flask Receivers represent precision-engineered vessels designed for demanding processing applications across multiple sectors. Available in both spherical and cyli...
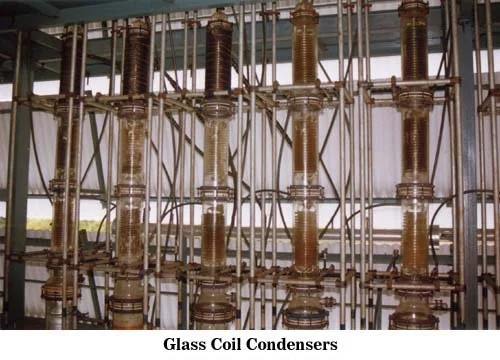
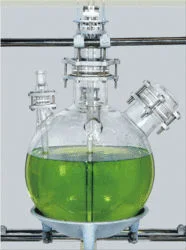
Industrial Glass Flask Receivers represent precision-engineered vessels designed for demanding processing applications across multiple sectors. Available in both spherical and cylindrical configurations with capacities ranging from 5 to 500 liters, these receivers feature jacketed designs that enable superior temperature management during chemical operations. Each unit incorporates multiple strategically positioned nozzles to accommodate various accessories including stirrers, thermometers, vapor outlets, and drainage systems. The robust glass construction ensures compatibility with diverse chemical substances while maintaining visual clarity for continuous process monitoring. Manufactured to exacting standards, these vessels deliver consistent performance in challenging industrial environments where reliability and precision are paramount. These glass flask receivers serve critical functions across numerous industries where processing integrity directly impacts product quality. The pharmaceutical sector utilizes them for intermediate reactions and compound synthesis where glass compatibility ensures absolute product purity. Chemical manufacturing facilities employ these vessels for distillation operations, solvent recovery, and purification processes requiring corrosion-resistant equipment. Research institutions and educational laboratories rely on them for experimental setups demanding precise temperature control and visual observation capabilities. The food and fragrance industries incorporate these receivers for essential oil extraction and flavor compound development, while specialty chemical producers benefit from their non-reactive surfaces in sensitive manufacturing processes. Businesses investing in Industrial Glass Flask Receivers gain substantial value through enhanced operational reliability and process efficiency. These vessels are engineered to withstand rigorous industrial use while maintaining structural integrity and consistent performance over extended periods. The jacketed design provides efficient heat transfer capabilities, reducing energy consumption during temperature-sensitive operations and improving overall process economics. The multiple configuration options allow for tailored solutions that match specific operational requirements, minimizing the need for multiple equipment types and simplifying process workflows. With reliable delivery timelines and robust construction, these receivers offer distributors and end-users trustworthy equipment that meets international quality standards while delivering long-term performance with minimal maintenance requirements. Key Features: - Available in spherical and cylindrical shapes with 5 to 500 liter capacity range - Jacketed construction options with metal or glass jackets for temperature control - Multiple nozzle configurations for stirrer installation, vapor outlet, and instrument placement - Bottom outlet design with compatible valve options for efficient drainage - Robust glass construction ensuring chemical compatibility and visual monitoring Benefits: - Enhanced process control through precise temperature management capabilities - Versatile configuration options supporting diverse industrial applications - Long-term reliability with minimal maintenance requirements - Improved operational efficiency through optimized heat transfer - Visual monitoring capability for better process observation and quality control
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Glass flask receivers serve as essential processing vessels for industries requiring precise temperature control and chemical compatibility. Their jacketed construction enables efficient heating or cooling during reactions, while multiple nozzle configurations support various functions including stirring, vapor management, and instrumentation. These receivers maintain product purity through non-reactive glass surfaces that prevent contamination during sensitive operations. Available in both spherical and cylindrical designs with capacities from 5 to 500 liters, these vessels accommodate diverse industrial requirements. The robust construction ensures durability under demanding conditions, with options for metal or glass jackets to suit specific thermal needs. Their transparent nature allows for visual monitoring of processes, making them indispensable for applications where observation is critical to quality control and process optimization. - Chemical manufacturing for distillation processes and solvent purification - Pharmaceutical production for intermediate reactions and compound synthesis - Research laboratories for experimental setups requiring precise temperature control - Educational institutions for advanced chemistry demonstrations and training - Specialty chemical production where glass compatibility prevents product contamination
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Shipping & Logistics
| Shipping Internationally | No | |
| Methods | -- | |
| IncoTerms | -- | |
| Port of Dispatch | Mumbai, India | |
| Packaging Type | -- | |
| Units per Package | -- | |
| Barcode / HSN / GTIN / UPC | -- | |
| Dispatch Lead time | -- |
Company Profile
GARG PROCESS GLASS INDIA PVT LTD, Maharashtra
 Maharashtra, India
Maharashtra, India
ManufacturerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Glass Flask Receivers Spherical Cylindrical 5 500L
Industrial glass flask receivers in spherical and cylindrical shapes from 5 to 500L capacity. Premium quality vessels feature jacketed designs and multiple nozzle configurations for chemical processing, pharmaceutical applications, and industrial reactions requiring reliable temperature control and visual monitoring.
Min. Order Quantity: 1 Unit
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
GARG PROCESS GLASS INDIA PVT LTD Maharashtra, India
Maharashtra, India
Manufacturer