undefined
Apparel & Fashion
Loading subcategories...
View More

Description
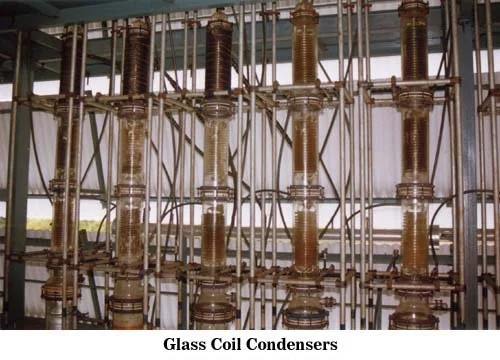
GARG INDIA's industrial borosilicate glass condensers represent precision-engineered heat exchange solutions manufactured with ISO 9001:2008 certification in Maharashtra, India. Th...
GARG INDIA's industrial borosilicate glass condensers represent precision-engineered heat exchange solutions manufactured with ISO 9001:2008 certification in Maharashtra, India. These advanced condensers utilize high-quality borosilicate glass that delivers superior heat transfer coefficients compared to alternative materials. The smooth internal surface enhances film coefficients while significantly reducing fouling tendencies, ensuring consistent performance over extended operational periods. Specifically designed for vapor condensation and liquid cooling applications, these condensers feature multiple parallel coils fused within a glass shell using tubes of varying bore diameters to meet specific process requirements. These glass condensers serve critical functions across pharmaceutical manufacturing, chemical processing, research laboratories, and educational institutions. The pharmaceutical industry relies on them for solvent recovery systems and distillation processes where purity and corrosion resistance are essential. Chemical plants integrate them into reaction systems requiring condensation of aggressive chemical vapors where traditional metal heat exchangers would deteriorate. Research and educational facilities benefit from the transparent design enabling visual process monitoring, while food and beverage manufacturers employ them for essential oil extraction and purification processes where product contamination must be prevented. The business value of these glass condensers lies in their proven reliability, operational efficiency, and long-term cost effectiveness. Their borosilicate glass construction ensures exceptional chemical resistance, significantly reducing maintenance costs and downtime associated with corrosion issues. The transparent nature allows for straightforward visual inspection and monitoring, preventing potential process complications before they escalate. With heat transfer coefficients of 200-270 Kcal/m²hr°C for condensation and 100-150 Kcal/m²hr°C for cooling, these units deliver performance that matches or exceeds alternative materials while offering the distinct advantage of visual process observation. Key Features: - High-quality borosilicate glass construction for superior chemical resistance - Multiple parallel coils fused within a durable glass shell design - Smooth internal surface minimizing fouling and maintenance requirements - Excellent heat transfer coefficients of 200-270 Kcal/m²hr°C for condensation - Maximum operational coolant pressure rating of 2.7 bars capacity Benefits: - Exceptional corrosion resistance reduces maintenance costs and downtime - Transparent design enables visual monitoring of internal processes - Consistent thermal performance ensures reliable operation - Reduced fouling tendencies maintain efficiency over time - Versatile application across multiple industrial sectors
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Borosilicate glass condensers provide essential heat exchange capabilities where chemical resistance and thermal efficiency are paramount. Their transparent construction allows visual monitoring of internal processes while maintaining compatibility with aggressive chemicals across various industrial applications. These units deliver consistent performance in demanding environments where traditional materials would fail due to corrosion or contamination issues. Multiple industries depend on glass condensers for critical cooling and condensation operations. The pharmaceutical sector utilizes them for solvent recovery systems, while chemical plants integrate them into reaction processes requiring vapor condensation. Educational and research facilities benefit from the visual observation capabilities, and food processing applications employ them for purification processes where product integrity is essential. - Pharmaceutical manufacturing for solvent recovery and distillation processes - Chemical processing plants for condensing aggressive chemical vapors - Research laboratories requiring visual monitoring of experimental setups - Educational institutions for demonstration and teaching purposes - Food and beverage industry for essential oil extraction and purification
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Shipping & Logistics
| Shipping Internationally | No | |
| Methods | -- | |
| IncoTerms | -- | |
| Port of Dispatch | Mumbai | |
| Packaging Type | -- | |
| Units per Package | -- | |
| Barcode / HSN / GTIN / UPC | -- | |
| Dispatch Lead time | -- |
Company Profile
GARG PROCESS GLASS INDIA PVT LTD, Maharashtra
 Maharashtra, India
Maharashtra, India
ManufacturerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Borosilicate Glass Condensers For Heat Exchange
GARG INDIA borosilicate glass condensers deliver efficient heat exchange for chemical and pharmaceutical processes with high heat transfer coefficients, corrosion resistance, and reliable industrial performance.
Min. Order Quantity: 1 Piece
Price$100-$1000
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
GARG PROCESS GLASS INDIA PVT LTD Maharashtra, India
Maharashtra, India
Manufacturer