undefined
Apparel & Fashion
Loading subcategories...
View More
Description
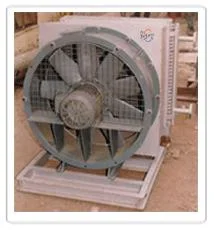
Parkaire floor mounted heating units represent industrial-grade heating solutions engineered for demanding environments requiring reliable and precise temperature control. These ro...
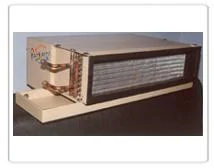
Parkaire floor mounted heating units represent industrial-grade heating solutions engineered for demanding environments requiring reliable and precise temperature control. These robust units feature either finned tubular heaters or advanced heating coils, constructed with durable materials to withstand continuous operation in challenging industrial settings. Designed specifically for floor mounting installation, they offer practical solutions for spaces where wall or ceiling mounting isn't feasible, ensuring efficient heat distribution across large areas while maintaining consistent performance standards that serious buyers expect from professional industrial equipment. These heating units serve critical functions across multiple industrial sectors including manufacturing, warehousing, and specialized testing facilities. In manufacturing environments, they maintain optimal working conditions for personnel and processes, while in warehousing operations they protect inventory from temperature-related damage. For testing and validation laboratories, these units provide the precise climate control necessary for accurate equipment performance testing, making them indispensable in refrigerator manufacturing, AC unit production, and various electronics testing applications where environmental conditions directly impact product quality and reliability. The business value of Parkaire heating units lies in their exceptional reliability, quality construction, and long-term operational efficiency. These units are engineered to deliver consistent performance with minimal maintenance requirements, reducing downtime and operational costs. Their industrial-grade construction ensures durability in demanding environments, while their proven track record of reliable operation makes them a smart investment for businesses looking to optimize their climate control systems while ensuring worker comfort and operational continuity. Key Features: - Finned tubular heaters or advanced heating coil options - Industrial-grade construction with durable materials - Floor mounted design for flexible installation - Precise temperature and humidity control capabilities - Robust design for continuous operation in demanding environments Benefits: - Reliable performance with minimal maintenance requirements - Efficient heat distribution across large industrial spaces - Protection of inventory and equipment from temperature damage - Consistent climate control for testing and validation processes - Durable construction ensuring long-term operational efficiency
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
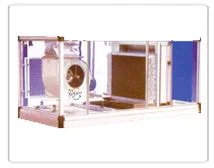
Parkaire floor mounted heating units provide essential climate control for large industrial spaces, ensuring worker comfort and operational efficiency during cold seasons. These robust units deliver consistent, efficient heat distribution across warehouses, manufacturing facilities, and production areas where maintaining optimal temperatures is critical for both personnel and processes. These heating systems are specifically engineered for precision environmental testing applications requiring controlled high temperature and humidity conditions. They serve vital roles in equipment validation labs, product testing facilities, and industrial processes where accurate temperature maintenance ensures reliable performance testing and quality assurance standards. - Warehouse and manufacturing facility heating during winter operations - Environmental testing chambers for refrigeration and AC unit validation - Industrial process heating requirements in production facilities - Climate simulation chambers for product performance testing - Humidity and temperature control for sensitive equipment testing
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Parkaire Engineering Company Pvt Ltd, New Delhi
 New Delhi, India
New Delhi, India
Industrial Equipment & Machinery•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Floor Mounted Heating Units For Warehouses And Testing
Parkaire industrial floor mounted heating units deliver reliable temperature control for warehouses and testing facilities using finned tubular heaters or coils, ensuring precise climate management.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Parkaire Engineering Company Pvt Ltd New Delhi, India
New Delhi, India
Industrial Equipment & MachineryManufacturer