undefined
Apparel & Fashion
Loading subcategories...
View More

Description
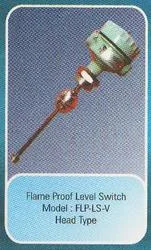
Our CMRI Dhanbad certified flame proof level switch provides unmatched safety and reliability in hazardous environments where explosive atmospheres are present. Constructed with pr...
Our CMRI Dhanbad certified flame proof level switch provides unmatched safety and reliability in hazardous environments where explosive atmospheres are present. Constructed with premium materials including SS 316, PU, and Teflon float options with BSP connections, this switch meets rigorous safety standards for industrial applications requiring flame-proof equipment. It delivers precise level monitoring while preventing potential ignition sources, ensuring complete operational security in volatile conditions. The switch's robust design and certification make it the preferred choice for industries where safety cannot be compromised and reliable performance is essential for continuous operations. This level switch serves critical functions across multiple high-risk industries including oil and gas refining, chemical processing, pharmaceutical manufacturing, and fuel storage facilities. Its flame-proof certification makes it essential for environments handling flammable liquids, vapors, or gases where standard equipment would pose significant safety risks. The switch's compatibility with various chemicals and liquids ensures broad application across diverse industrial settings, providing reliable performance where it matters most. Industries benefit from its ability to maintain accurate level control while meeting stringent safety regulations in hazardous locations. The business value of this flame proof level switch lies in its exceptional reliability and reduced maintenance requirements, delivering long-term operational efficiency and cost savings. Its corrosion-resistant construction ensures consistent performance even in challenging conditions, minimizing downtime and maintenance costs while extending equipment lifespan. The investment in this quality equipment translates to improved safety records, regulatory compliance, and uninterrupted production processes. Companies benefit from enhanced operational security and reduced risk of incidents, making it a valuable addition to any hazardous environment requiring reliable level monitoring solutions. Key Features: - CMRI Dhanbad certified flame-proof construction for hazardous areas - Multiple float material options including SS 316, PU, and Teflon - BSP threaded connections for secure installation - SS 316 construction for enhanced durability and corrosion resistance - Reliable liquid level monitoring with precise switching accuracy Benefits: - Ensures operational safety in explosive atmospheres - Provides reliable performance in challenging industrial conditions - Reduces maintenance requirements and downtime - Offers compatibility with various liquids and chemicals - Delivers long-term cost savings through durable construction
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
This flame proof level switch delivers reliable liquid level control in demanding industrial environments where explosive atmospheres pose significant safety risks. Its robust construction and certification prevent ignition sources while ensuring operational safety in volatile conditions. The switch's precision and durability make it indispensable for industries handling flammable substances where standard equipment cannot be used safely. Widely adopted across sectors dealing with flammable liquids, vapors, or gases, this level switch complies with strict safety regulations for hazardous locations. Industries rely on its flame-proof design for critical level monitoring tasks in challenging applications where operational security cannot be compromised. The certification and material options ensure compatibility with various industrial processes requiring safe level control solutions. - Monitoring fuel levels in storage tanks at petroleum refineries - Controlling chemical levels in processing vessels at manufacturing plants - Managing oil levels in extraction and refining operations - Regulating solvent levels in paint and coating production facilities - Supervising liquid interfaces in separation units within chemical processing
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Vtech Automation & Engineers, Gujarat
 Gujarat, India
Gujarat, India
Electronics & Electrical•Manufacturer
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
South Asia
Flame Proof Level Switch For Hazardous Areas SS 316 BSP CMRI Dhanbad
CMRI Dhanbad certified flame proof level switch for hazardous areas with SS 316/PU/Teflon float options and BSP connections. Ensures safe liquid level monitoring in oil, gas, and chemical industries with reliable performance.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Vtech Automation & Engineers Gujarat, India
Gujarat, India
Electronics & ElectricalManufacturer