undefined
Apparel & Fashion
Loading subcategories...
View More
Description
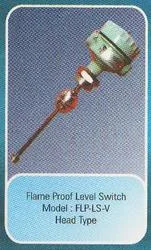
The Flame Proof Level Switch represents critical safety technology engineered specifically for hazardous locations where explosive atmospheres exist. Designed with certified explos...
The Flame Proof Level Switch represents critical safety technology engineered specifically for hazardous locations where explosive atmospheres exist. Designed with certified explosion-proof enclosures that contain any internal spark or thermal effect, this switch operates reliably in areas classified for flammable gases, vapors, and combustible dust. It employs robust sensing mechanisms to detect liquid levels accurately while maintaining integrity under challenging industrial conditions. The construction utilizes materials resistant to corrosion and chemical attack, ensuring long-term performance with minimal maintenance requirements. This specialized equipment meets international standards for hazardous area installations, providing peace of mind that safety systems will function when needed most. Industries handling volatile substances depend on this level switch for protecting personnel, facilities, and the environment. In oil and gas operations, it monitors storage tanks, process vessels, and pipeline systems where hydrocarbon releases could create explosive mixtures. Chemical manufacturing plants utilize these switches for reactors, distillation columns, and storage containers containing flammable solvents or reactive intermediates. Pharmaceutical production facilities employ them in processes using alcohol-based solutions or other combustible media. Beyond processing industries, the switch serves wastewater treatment plants handling volatile organic compounds and fuel distribution centers managing gasoline, diesel, and aviation fuels. Each application benefits from the certified safety design that prevents ignition sources in potentially explosive atmospheres. The business value of implementing Flame Proof Level Switches extends beyond regulatory compliance to tangible operational benefits. These devices prevent costly incidents by ensuring tanks don't overfill and pumps don't run dry, avoiding product loss, environmental contamination, and equipment damage. Their reliability minimizes unplanned downtime in continuous processes, maintaining production schedules and revenue streams. The durable construction reduces replacement frequency and maintenance costs compared to standard switches not designed for harsh environments. Integration flexibility allows adaptation to existing control systems without extensive modifications. Most importantly, these switches provide measurable risk reduction, potentially lowering insurance premiums while demonstrating safety commitment to stakeholders and regulatory bodies. Key Features: - Certified explosion-proof construction meeting international hazardous area standards - Corrosion-resistant materials suitable for aggressive chemical environments - Precise level detection technology with reliable switching action - Wide operating range for temperature, pressure, and media compatibility - Multiple mounting and connection options for flexible installation Benefits: - Enhanced safety in hazardous locations with certified explosion protection - Reduced risk of spills, overfills, and equipment damage through reliable monitoring - Lower maintenance costs with durable construction designed for harsh conditions - Regulatory compliance for operations in classified hazardous areas - Operational continuity with reliable performance in demanding industrial environments
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
The Flame Proof Level Switch provides essential safety monitoring in environments where flammable gases, vapors, or combustible dust create explosion risks. Its certified explosion-proof enclosure contains any internal ignition, allowing reliable operation in classified hazardous areas where standard equipment cannot function safely. This ensures continuous process monitoring without compromising personnel safety or facility integrity. This specialized switch is designed for precise liquid level detection in tanks, vessels, and pipelines handling volatile substances. It prevents dangerous overfills, dry runs, and spillage incidents by delivering accurate switching signals to control systems. The robust construction withstands corrosive chemicals, high pressures, and extreme temperatures common in industrial processing, making it a reliable component for maintaining operational safety and regulatory compliance. - Monitoring fuel levels in storage tanks at petroleum terminals to prevent overfills - Detecting liquid interfaces in chemical reactors for precise separation processes - Preventing dry running of pumps transferring flammable solvents in manufacturing - Controlling levels in crude oil separators at upstream production facilities - Ensuring safe filling limits in intermediate bulk containers for chemical transport
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Vtech Automation & Engineers, Gujarat
 Gujarat, India
Gujarat, India
Electronics & Electrical•Manufacturer
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
South Asia
Flame Proof Level Switch For Hazardous Environments In Oil Gas Chemical
Flame Proof Level Switch ensures safe liquid level monitoring in hazardous oil, gas, and chemical environments with certified explosion-proof construction, reliable performance, and durable materials for critical industrial applications.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Vtech Automation & Engineers Gujarat, India
Gujarat, India
Electronics & ElectricalManufacturer