undefined
Apparel & Fashion
Loading subcategories...
View More
Description
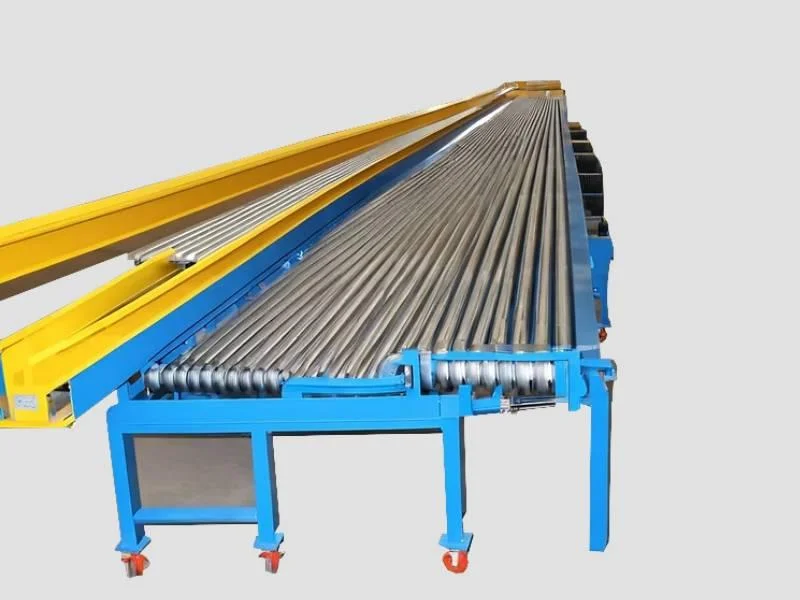
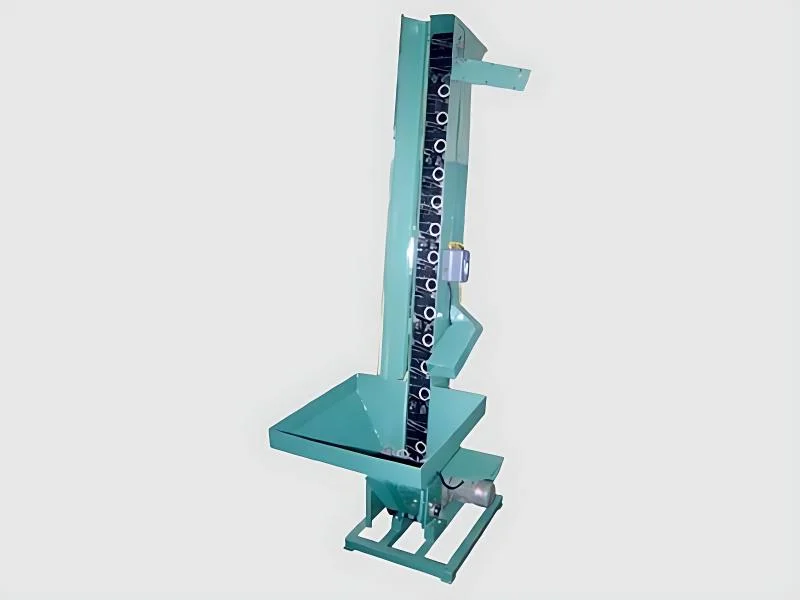
Industrial Elevator Hopper Feeders are automated material handling systems designed to lift and transfer bulk materials from storage hoppers to downstream processing equipment. The...
Industrial Elevator Hopper Feeders are automated material handling systems designed to lift and transfer bulk materials from storage hoppers to downstream processing equipment. These systems utilize efficient elevator mechanisms including bucket-type, Z-type, and inclined conveyors to maintain smooth, continuous material flow. Built with high-quality materials such as food-grade stainless steel or industrial-grade options, they reliably handle diverse materials including powders, granules, pellets, and small components. Their robust construction, space-efficient design, and straightforward integration capabilities make them essential for operations seeking to reduce manual handling while ensuring consistent material supply, ultimately enhancing operational efficiency and minimizing labor requirements. These versatile feeding systems serve multiple industries with their adaptable performance characteristics. In food processing environments, they handle various edible products including grains, nuts, and powdered ingredients while maintaining strict hygiene standards. Pharmaceutical manufacturers utilize them for precise feeding of tablets and raw materials in contamination-sensitive production processes. Packaging operations depend on them to supply components like caps and small products to automated filling lines, while chemical and plastics manufacturers convey resins and granules safely. Agricultural applications include moving seeds and fertilizers, and general industrial automation benefits from their capability to feed small parts to assembly lines, demonstrating their broad utility across modern manufacturing and processing sectors. The operational value of Elevator Hopper Feeders centers on their ability to enhance productivity, reduce operational expenses, and improve system reliability. By automating material handling processes, they minimize human error and labor demands, resulting in increased throughput and consistent output quality. Their durable construction and design flexibility ensure long-term reliability and suitability for specific operational requirements, reducing downtime and maintenance costs. These systems support operational scalability, allowing businesses to expand production capabilities seamlessly. With emphasis on safety and efficiency, they deliver strong return on investment by optimizing material workflows, ensuring product integrity, and supporting continuous production operations for industrial buyers seeking dependable automation solutions. Key Features: - Automated feeding system utilizing elevator mechanisms including bucket-type, Z-type, or inclined conveyors - Construction with food-grade stainless steel or industrial-grade materials for durability and hygiene compliance - Continuous controlled material flow handling powders, granules, pellets, and small components - Space-saving vertical design that optimizes facility floor space utilization - Simple integration with downstream equipment including conveyors, packaging machines, and processing units Benefits: - Reduced manual labor requirements through automated material handling processes - Consistent material supply ensuring uninterrupted production operations - Enhanced operational efficiency with smooth continuous material flow - Durable construction minimizing maintenance needs and operational downtime - Flexible integration capabilities with existing production equipment and systems
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Elevator Hopper Feeders deliver precise automated material handling for industries requiring consistent bulk material transfer. These systems efficiently lift and transfer powders, granules, and small components from storage hoppers to processing or packaging lines, ensuring uninterrupted supply while reducing manual intervention. Their robust construction and adaptable designs suit diverse operational environments, enhancing productivity across multiple sectors including food processing, pharmaceuticals, and industrial manufacturing. Engineered to meet stringent hygiene and safety requirements, these feeders maintain material integrity in sensitive production environments. Available in food-grade stainless steel or industrial-grade materials, they prevent contamination while handling various products. The space-saving vertical design optimizes facility layout, and seamless integration with existing machinery minimizes operational disruptions, supporting smooth automation workflows for continuous production cycles. - Food processing plants: lifting grains, nuts, snacks, and powders to cooking, mixing, or packaging equipment - Pharmaceutical manufacturing: transferring tablets, capsules, and raw materials with precision and hygienic handling - Packaging facilities: supplying caps, pouches, and small products to filling and sealing machines - Chemical production: conveying resins, granules, and powders safely without spillage or cross-contamination - Agriculture operations: moving seeds, fertilizers, and animal feed materials to storage or processing units
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Bharath Engineering Works, Karnataka Karnataka, India
Karnataka, India
31 yrs
Industrial Equipment & Machinery•Manufacturer
Turn Over
Above ₹10 Crore
Factory Details
Factory Size1000-5000 sqm
Annual Production Capacity0
Industrial Elevator Hopper Feeders For Bulk Material Handling
Industrial Elevator Hopper Feeders automate bulk material lifting from storage hoppers to processing equipment, ensuring reliable continuous flow for food, pharmaceutical, packaging, and industrial applications with high-quality construction.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Bharath Engineering Works
 Karnataka, India
Karnataka, India
Industrial Equipment & MachineryManufacturer