undefined
Apparel & Fashion
Loading subcategories...
View More
Description
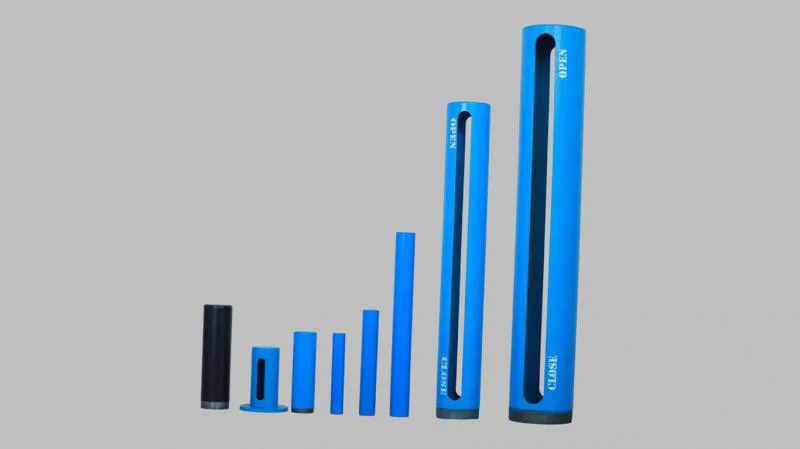
Acme Valve Stem Guards are precision-engineered protective components designed to extend the service life and reliability of industrial valves. They act as a robust shield, safegua...
Acme Valve Stem Guards are precision-engineered protective components designed to extend the service life and reliability of industrial valves. They act as a robust shield, safeguarding the vulnerable valve stem from direct impact, corrosive substances, dust, and other environmental hazards. Manufactured from high-grade, durable materials, these guards are built to endure the toughest conditions without compromising valve operation. Their simple yet effective design ensures easy installation and maintenance, providing a cost-effective solution to prevent stem damage, reduce maintenance frequency, and avoid unexpected valve failures in critical systems. These stem guards are indispensable across a spectrum of heavy industries where valve reliability is non-negotiable. They are widely used in oil and gas extraction and pipeline operations, petrochemical refineries, and chemical manufacturing plants to protect against corrosive agents and physical shocks. Water and wastewater treatment facilities utilize them to prevent stem seizure and contamination. Furthermore, they are critical in power generation, marine applications, and heavy machinery, where valves are exposed to extreme weather, high pressure, and abrasive particulates, ensuring uninterrupted and safe industrial processes. Investing in Acme Valve Stem Guards delivers significant business value by enhancing operational uptime and reducing total cost of ownership. Their reliability stems from superior material quality and precision manufacturing, which translates to long-term durability and consistent performance. This reliability minimizes the risk of process interruptions caused by valve stem damage, leading to improved safety, reduced maintenance costs, and extended intervals between valve replacements. The guards' suitability for diverse and demanding environments makes them a trusted, standard protection component for serious industrial buyers focused on asset longevity and system integrity. Key Features: - Constructed from high-grade, durable materials resistant to impact and corrosion. - Precision-engineered for a secure fit on various valve types and stem sizes. - Designed to withstand extreme temperatures, high pressure, and harsh weather conditions. - Simple installation process requiring no special tools or valve modification. - Robust build quality that ensures long-lasting protection without hindering valve operation. Benefits: - Extends the operational lifespan of industrial valves by preventing stem damage. - Reduces maintenance frequency and associated labor and replacement costs. - Enhances process safety by preventing valve failures in critical applications. - Improves system reliability and uptime by protecting against unexpected breakdowns. - Provides a cost-effective protective solution suitable for diverse industrial environments.
Specifications
| Additional Information | |
|---|---|
| Country of Origin | 106 |
| Customisable | No |
Application
Acme Valve Stem Guards are essential for protecting critical valve components in industrial settings. They shield the stem from physical impacts, corrosive chemicals, and environmental debris, preventing operational failures and costly downtime. This reliable protection is vital for maintaining continuous process flow and safety standards across various heavy-duty applications. These guards are engineered to fit a wide range of valve types and sizes, ensuring compatibility with your existing infrastructure. Their robust construction withstands extreme temperatures, high pressure, and abrasive conditions commonly found in processing plants. By installing these guards, you proactively safeguard your valve investments and enhance overall system integrity for long-term performance. - Protecting valve stems in oil and gas pipelines from corrosion and mechanical damage. - Shielding critical valves in chemical processing plants from aggressive chemical exposure. - Ensuring reliable operation of water treatment and distribution system valves. - Guarding valves on heavy machinery and outdoor industrial installations from impact and weather. - Securing valve integrity in petrochemical refineries and power generation facilities.
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Shipping & Logistics
| Shipping Internationally | No | |
| Methods | -- | |
| IncoTerms | -- | |
| Port of Dispatch | Chennai | |
| Packaging Type | -- | |
| Units per Package | -- | |
| Barcode / HSN / GTIN / UPC | -- | |
| Dispatch Lead time | -- |
Company Profile
Apt Automations, Tamil Nadu Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & Machinery•Manufacturer
Factory Details
Factory SizeBelow 1000 sqm
Industrial Valve Stem Guards For Oil Gas Chemical Plants Durable Protection
Acme Valve Stem Guards protect industrial valve stems from impact and corrosion. Durable and precision-built for demanding environments like oil, gas, and chemical plants.
Min. Order Quantity: 50 Unit
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Apt Automations
 Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & MachineryManufacturer