₹
Apparel & Fashion
Loading subcategories...
View More

Description
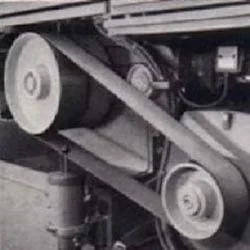
Our premium drum pulleys represent engineering excellence in conveyor system components, designed specifically for reliable performance in demanding industrial environments. These ...
Our premium drum pulleys represent engineering excellence in conveyor system components, designed specifically for reliable performance in demanding industrial environments. These robust pulleys deliver uninterrupted operation while significantly reducing power consumption through optimized design and precision manufacturing. Constructed from high-quality materials under strict quality control protocols, each pulley undergoes thorough testing to ensure flawless operation and long-term reliability. Available in various sizes and specifications, they provide tailored solutions for diverse industrial requirements while maintaining competitive pricing that offers genuine value to businesses seeking dependable material handling solutions. These industrial drum pulleys serve critical functions across multiple sectors including mining operations, manufacturing facilities, construction sites, and logistics centers. In mining applications, they handle heavy loads of extracted materials under extreme conditions with consistent reliability. Manufacturing plants utilize them for assembly line conveyors requiring precision movement and continuous operation. Construction industries depend on their durability for aggregate transportation and material handling, while distribution centers rely on their efficiency for package sorting and transportation systems. Their versatile design makes them suitable for both indoor and outdoor applications across varying temperature conditions and environmental challenges. The business value of our drum pulleys lies in their ability to enhance operational efficiency while reducing maintenance costs and energy expenditure. Their reliable performance minimizes production downtime, ensuring continuous operation of material handling systems critical to business operations. The reduced power consumption directly translates to lower operational costs, providing significant savings over the product lifecycle. The quality construction ensures extended service life with minimal maintenance requirements, delivering exceptional return on investment for businesses that depend on consistent material handling performance. These pulleys are engineered to integrate seamlessly into existing systems while providing the durability needed for long-term operational success. Key Features: - Manufactured from premium materials for enhanced durability and long service life - Engineered for continuous non-stop operations with minimal maintenance requirements - Optimized design reduces power consumption while maintaining high efficiency - Available in various sizes and specifications to match different conveyor systems - Rigorous quality control testing ensures reliable performance in all conditions Benefits: - Enhanced operational reliability reduces downtime and maintenance interruptions - Lower energy consumption leads to significant cost savings over time - Durable construction minimizes replacement needs and extends equipment lifespan - Consistent performance ensures smooth material handling operations - Quality manufacturing provides peace of mind for critical business operations
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
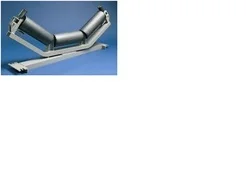
Drum pulleys serve as critical components in bulk material handling systems, providing the driving force for conveyor belts across numerous industries. Their robust construction ensures consistent performance in demanding environments where reliability and minimal downtime are essential for operational efficiency. These components are engineered to handle various load capacities and operational speeds while maintaining smooth belt movement and reducing energy consumption throughout operations. These industrial-grade pulleys find extensive usage across sectors requiring continuous material transportation, from mining and quarrying to manufacturing and logistics facilities. Their superior design focuses on maximizing operational lifespan while minimizing maintenance requirements, making them suitable for both heavy-duty applications and precision-oriented processes. The durable construction ensures reliable performance in various environmental conditions, providing consistent operation where material handling efficiency is crucial for business success. - Driving conveyor belts in mining operations for transporting coal, minerals, and extracted materials - Powering assembly line conveyors in automotive manufacturing and industrial production plants - Moving bulk materials in port terminals and shipping facility loading systems - Operating sorting and distribution conveyors in warehouse and logistics centers - Handling agricultural products and raw materials in food processing facilities
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Arushi Engineers, Andhra Pradesh
 Andhra Pradesh, India
Andhra Pradesh, India
Construction•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
Domestic
Premium Drum Pulleys For Reliable Conveyor Systems
Premium drum pulleys for reliable conveyor systems deliver non-stop operation and reduced power consumption. Built with high-quality materials and rigorous quality control for durability across industrial applications.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Arushi Engineers Andhra Pradesh, India
Andhra Pradesh, India
ConstructionManufacturer