undefined
Apparel & Fashion
Loading subcategories...
View More

Description
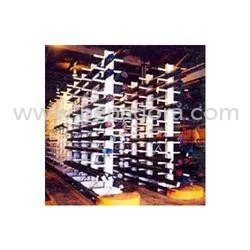
Our heavy duty drive-in rack systems are engineered to maximize storage density and operational efficiency in demanding industrial environments. Constructed with high-strength stee...
Our heavy duty drive-in rack systems are engineered to maximize storage density and operational efficiency in demanding industrial environments. Constructed with high-strength steel and precision engineering, these racks deliver exceptional durability and superior load-bearing capacity for the most challenging warehouse applications. The innovative design allows for deep lane storage configurations, making them perfect for operations managing large quantities of similar products while maintaining structural integrity and safety standards throughout long-term use. These systems are built to withstand continuous heavy-duty operations while providing reliable performance year after year. These storage solutions are extensively utilized across multiple industries including cold storage facilities, food and beverage distribution, manufacturing plants, and large-scale logistics operations. The drive-in rack system excels in environments requiring bulk storage of homogeneous products, particularly in temperature-controlled warehouses, beverage distribution centers, and manufacturing facilities where space optimization is critical for operational efficiency and cost management. The systems are specifically designed to handle high-volume storage needs while maintaining accessibility and organization for various industrial applications. The business value of our drive-in racks lies in their exceptional reliability, robust construction, and long-term cost savings. These systems provide substantial return on investment through reduced warehouse operating costs, increased storage capacity without expanding footprint, and enhanced inventory organization. The heavy-duty construction ensures years of reliable service while supporting various forklift types and simplifying inventory management for bulk storage operations, making them a smart investment for growing businesses seeking to optimize their storage infrastructure and operational efficiency. Key Features: - Heavy-duty structural steel construction for maximum durability - Deep lane storage configurations for high-density capacity - High-weight capacity per pallet position for heavy loads - Galvanized or powder-coated finish options for corrosion resistance - Compatibility with various pallet sizes and forklift types Benefits: - Maximizes warehouse storage density without expansion - Reduces operational costs through space optimization - Enhances inventory management for homogeneous products - Provides long-term reliability with minimal maintenance - Supports efficient first-in, last-out inventory systems
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
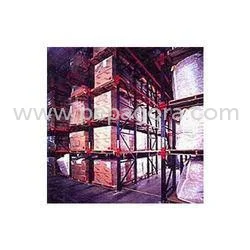
Drive-in rack systems provide optimal high-density storage for homogeneous products with extended shelf lives, making them ideal for industries requiring bulk storage and superior space utilization. These robust storage solutions support efficient first-in, last-out inventory management, perfect for large-scale operations with consistent product types and high-volume handling requirements. These storage systems excel in environments where space optimization is critical and product uniformity allows for deep lane storage configurations. The design accommodates various forklift types while maintaining structural integrity and safety standards, ensuring reliable performance in demanding industrial settings with continuous material handling operations. - Cold storage and frozen food warehouses for bulk inventory management - Beverage and bottling distribution centers handling large product volumes - Manufacturing plants storing bulk raw materials and components - Logistics and import/export hubs with high-density storage requirements - Retail distribution centers managing high-volume SKUs efficiently
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Metalica Pressings, Karnataka
 Karnataka, India
Karnataka, India
Industrial Equipment & Machinery•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Heavy Duty Drive In Racks For High Density Bulk Storage Solutions
Heavy duty drive-in racks maximize warehouse storage density for bulk goods and cold storage applications. Engineered for durability and high-capacity pallet storage solutions with reliable performance.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Metalica Pressings Karnataka, India
Karnataka, India
Industrial Equipment & MachineryManufacturer