undefined
Apparel & Fashion
Loading subcategories...
View More
Description
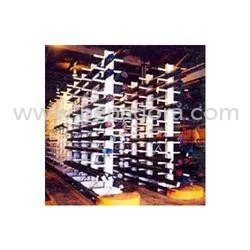
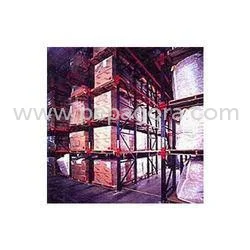
The Industrial Drive Storage System represents the pinnacle of secure, high-density storage solutions specifically engineered for delicate and fragile industrial products. Featurin...
The Industrial Drive Storage System represents the pinnacle of secure, high-density storage solutions specifically engineered for delicate and fragile industrial products. Featuring robust cantilever rails and palletized unit compatibility, this system ensures exceptional stability and easy access while maximizing vertical storage space. Every component undergoes rigorous quality checks throughout production, guaranteeing compliance with international standards and delivering unmatched reliability for demanding industrial environments. The system's design focuses on protecting fragile goods while optimizing storage density, making it an ideal choice for businesses seeking both efficiency and product protection in their storage operations. This storage solution finds extensive application across multiple industries where product integrity is non-negotiable. Warehousing and logistics operations benefit from its high-density design for storing glass products, ceramics, and other breakable items. Manufacturing facilities utilize these systems for sensitive electronic components and automotive parts, while pharmaceutical companies rely on them for organized medical supply storage. The system's versatility also extends to distribution centers handling high-value fragile goods, making it a comprehensive storage solution across sectors that prioritize both space optimization and product safety in their daily operations. The business value of our Drive Storage System extends beyond mere storage functionality to deliver tangible operational advantages. By significantly reducing handling risks and product damage, businesses experience lower replacement costs and improved inventory accuracy. The system's efficient space utilization translates to reduced storage footprint requirements, potentially lowering facility costs. Its reliability ensures continuous operation without frequent maintenance disruptions, while the robust construction means long-term durability in demanding industrial conditions. This combination of quality, performance, and protection makes it a smart investment for businesses looking to enhance their storage infrastructure with a trusted, durable solution that delivers consistent results. Key Features: - High-density storage design maximizes vertical space utilization - Sturdy cantilever rails provide exceptional stability and load support - Customizable configurations available for specific layout requirements - Comprehensive quality checks at every production stage ensure reliability - Compatible with initially palletized units for seamless integration Benefits: - Significantly reduces product damage and handling risks - Maximizes storage capacity within limited facility space - Enhances inventory management and organization efficiency - Provides long-term reliability with minimal maintenance requirements - Improves workplace safety through secure storage of fragile items
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Drive Storage Systems deliver optimal storage solutions for industries handling delicate and fragile products requiring maximum protection and space efficiency. Engineered for warehouses, distribution centers, and manufacturing plants where inventory integrity and vertical storage utilization are critical to operational success. These systems help businesses minimize product damage, streamline inventory management, and adapt to specific layout requirements across diverse industrial environments. These storage systems prove particularly valuable in sectors where items are susceptible to breakage, contamination, or require careful handling. From large-scale logistics operations to specialized manufacturing settings, Drive Storage Systems support smoother workflows, reduce handling risks, and improve overall storage capacity without compromising accessibility or safety for both workers and products. The robust construction ensures long-term reliability in demanding industrial conditions. - Warehousing and logistics centers storing glass, ceramics, or fragile consumer goods - Manufacturing facilities handling sensitive electronic components and assemblies - Automotive industry parts storage for delicate sensors, lighting, and interior components - Pharmaceutical and medical supply warehouses requiring organized, secure storage - Distribution centers managing high-value fragile products with strict inventory control
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Metalica Pressings, Karnataka
 Karnataka, India
Karnataka, India
Industrial Equipment & Machinery•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Drive Storage System For Fragile Goods With Cantilever Rails
Industrial Drive Storage System provides secure high-density storage for fragile goods with robust cantilever rails, reliable performance, and customizable configurations for warehouses and manufacturing facilities handling delicate items.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Metalica Pressings Karnataka, India
Karnataka, India
Industrial Equipment & MachineryManufacturer