₹
Apparel & Fashion
Loading subcategories...
View More
Description
The Double Cone Vacuum Dryer represents advanced industrial drying technology specifically engineered for heat-sensitive materials requiring careful temperature management. This sy...
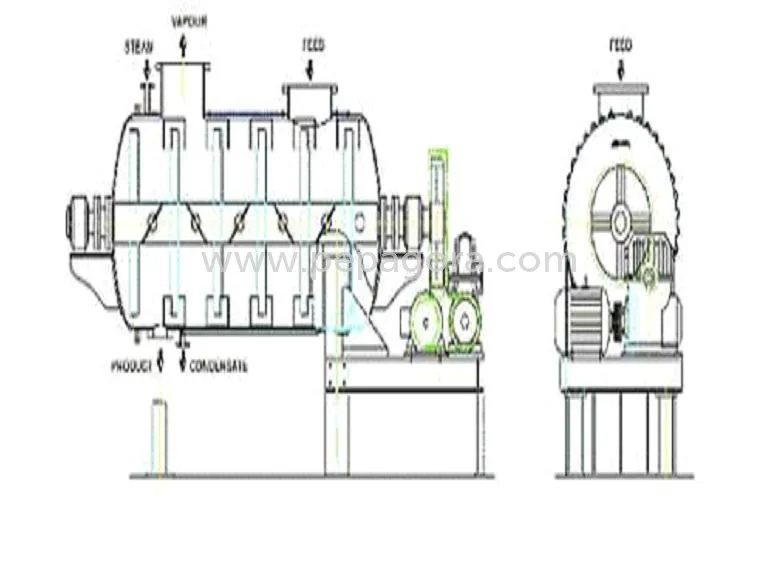
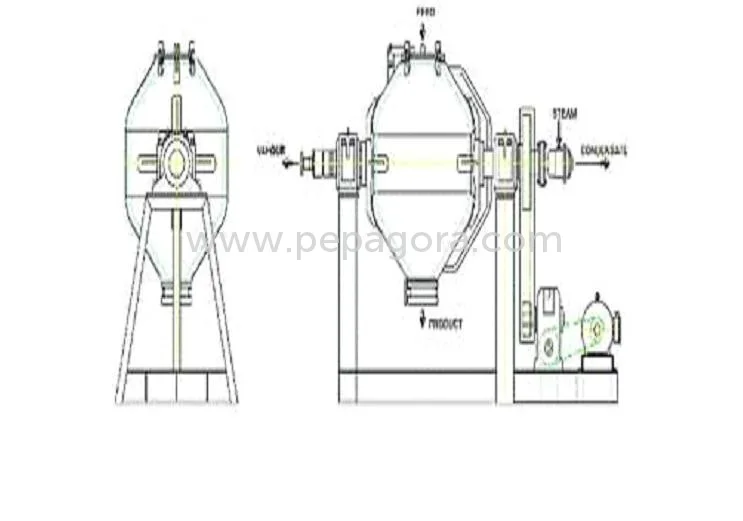
The Double Cone Vacuum Dryer represents advanced industrial drying technology specifically engineered for heat-sensitive materials requiring careful temperature management. This system features a uniquely designed rotating vessel that creates continuous tumbling motion, ensuring all particles receive uniform heat exposure while operating under vacuum conditions. This combination of mechanical action and controlled environment prevents thermal degradation while efficiently removing moisture, making it ideal for products where preserving chemical structure and active properties is paramount. The equipment supports multiple heating options including steam, hot water, oil, and thermic fluid, providing adaptability to various process requirements and facility capabilities. Additional features like integrated choppers for agglomerate breakdown and solvent recovery systems enhance operational efficiency for demanding industrial applications. This drying solution serves critical functions across multiple industries where precise moisture control directly impacts product quality. Pharmaceutical companies utilize it for processing active ingredients and intermediates where maintaining potency and stability is essential. Chemical manufacturers depend on it for drying pigments, catalysts, and specialty compounds that require consistent moisture specifications. Food processing facilities employ the system for handling spices, additives, and nutritional powders while preserving flavor profiles and nutritional value. The equipment also finds application in cosmetic manufacturing for processing talc and other powder-based raw materials that demand gentle handling and uniform drying characteristics. Businesses achieve significant operational advantages through the Double Cone Vacuum Dryer's reliable performance and energy-efficient design. The robust construction ensures long service life with minimal maintenance requirements, reducing operational downtime and associated costs. Vacuum operation accelerates drying cycles while consuming less energy compared to conventional methods, contributing to lower operating expenses. The integrated solvent recovery capability minimizes waste generation and supports sustainability initiatives while providing cost savings through material recovery. The equipment delivers consistent batch-to-batch results that meet strict quality standards, ensuring product compliance and customer satisfaction across all applications. Key Features: - Double cone rotating vessel design ensures uniform material tumbling and efficient heat distribution - Vacuum system operation enables low-temperature drying suitable for heat-sensitive materials - Multiple heating media compatibility including steam, hot water, oil, and thermic fluid - Integrated chopper mechanism breaks agglomerates for consistent particle size distribution - Solvent recovery system captures and condenses vapors for reuse and environmental compliance Benefits: - Preserves product integrity and active properties through gentle low-temperature drying - Reduces energy consumption and operating costs through efficient vacuum operation - Provides operational flexibility with multiple heating options for different process needs - Ensures consistent product quality with uniform drying and particle size control - Supports sustainability goals through solvent recovery and reduced waste generation
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
The Double Cone Vacuum Dryer delivers precise moisture removal for powdered, granular, and crystalline materials across critical processing industries. Its gentle tumbling action under vacuum preserves material integrity while ensuring consistent drying results, making it indispensable for heat-sensitive compounds where temperature control determines final product quality. This system accommodates various heating media including steam, hot water, and thermal oil, providing operational flexibility for diverse manufacturing environments and thermal requirements. Pharmaceutical manufacturers utilize this equipment for preparing active ingredients under controlled conditions, while chemical processors rely on it for drying specialty chemicals and catalysts. Food production facilities benefit from its ability to handle spices and nutritional powders without compromising safety or quality standards. The vacuum drying process maintains product characteristics while achieving precise moisture specifications across different material types and batch sizes. - Processing active pharmaceutical ingredients and intermediates under low-temperature vacuum to maintain chemical stability - Drying chemical catalysts and pigments to ensure consistent reactivity and color properties in final products - Handling food ingredients like spices, flavorings, and nutritional supplements without thermal degradation - Processing cosmetic powders and raw materials that require gentle handling and uniform moisture removal - Recovering solvents from processed materials to reduce operational costs and support environmental compliance
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
New Avm Systech Pvt Ltd, Maharashtra
 Maharashtra, India
Maharashtra, India
Food & Agriculture•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Double Cone Vacuum Dryer For Heat Sensitive Materials In Pharma Chemical Food
Double Cone Vacuum Dryer efficiently processes heat-sensitive materials in pharmaceutical, chemical, and food industries with gentle tumbling motion under vacuum for uniform drying and reliable performance.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
New Avm Systech Pvt Ltd Maharashtra, India
Maharashtra, India
Food & AgricultureManufacturer