undefined

Similar Products





Description
Dimethylformamide (DMF) is a high-purity industrial solvent renowned for its exceptional chemical properties and broad applicability. This colorless liquid demonstrates excellent m...
Dimethylformamide (DMF) is a high-purity industrial solvent renowned for its exceptional chemical properties and broad applicability. This colorless liquid demonstrates excellent miscibility with both water and organic solvents while maintaining thermal stability across diverse operating conditions. With 99.9% purity grade, our DMF meets stringent quality standards required by precision manufacturing processes. Its high dielectric constant and aprotic nature make it ideal for facilitating complex chemical reactions where solvent performance directly impacts yield and product quality. The product's consistent formulation ensures reliable performance batch after batch, making it a trusted choice for demanding industrial applications. Multiple industries utilize DMF for its superior solvation capabilities and process reliability. The pharmaceutical sector employs it as a reaction solvent for peptide synthesis and antibiotic production. Agro-chemical manufacturers depend on DMF for formulating effective pesticides and herbicides. Polymer industries use it extensively in acrylic fiber production and polyurethane processing. Additionally, the chemical serves critical roles in electronics manufacturing for wire enamels and in petroleum processing for gas purification. Its versatility extends to leather treatment, dye intermediates, and adhesive formulation across various industrial segments where high-performance solvents are essential. Businesses choose our Dimethylformamide for its consistent quality, supply reliability, and technical support. The product delivers measurable value through enhanced reaction efficiency, reduced processing time, and improved end-product characteristics. Our stringent quality control ensures batch-to-batch consistency while proper handling guidelines provide a safe, reliable chemical solution that supports operational continuity and manufacturing excellence. The product's proven performance in critical applications makes it a dependable choice for companies seeking to optimize their chemical processes and maintain high production standards. Key Features: - 99.9% high purity grade for consistent performance - Excellent miscibility with water and organic solvents - High thermal stability under diverse operating conditions - Superior solvation power for broad chemical compatibility - UN 2265 compliant with proper safety documentation Benefits: - Enhanced reaction efficiency and improved yields - Reduced processing time and operational costs - Consistent batch-to-batch quality and performance - Broad compatibility with various industrial processes - Reliable supply with proper safety and handling support
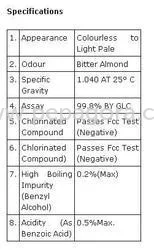
Specifications
| Key Attributes | |
|---|---|
| Purity | 99.9% |
| Appearance | Colorless Liquid |
| Type | Dyestuff Intermediates |
| Usage | Leather Auxiliary Agents |
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Dimethylformamide serves as a versatile polar aprotic solvent with high boiling point and superior solvency power. It effectively dissolves various organic compounds and facilitates numerous chemical reactions while maintaining stability under diverse temperature and pressure conditions. Its miscibility with water and most organic solvents makes it indispensable across multiple industrial processes requiring reliable reaction media. This chemical is particularly valued in synthetic chemistry for its role as a reaction solvent and intermediate. It enables efficient peptide coupling in pharmaceutical synthesis, acts as a spinning solvent for acrylic fibers, and serves as a key component in pesticide formulation. Industries rely on its consistent purity and performance for critical manufacturing stages where solvent quality directly impacts end-product integrity. - Solvent for polyacrylonitrile spinning in synthetic fiber production - Reaction medium for pharmaceutical active ingredient synthesis - Primary solvent in agrochemical pesticide and herbicide formulations - Processing agent for polyurethane coatings and adhesives - Extraction solvent in natural gas purification and butadiene recovery
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Shipping & Logistics
| Shipping Internationally | No | |
| Methods | -- | |
| IncoTerms | -- | |
| Port of Dispatch | Mumbai | |
| Packaging Type | -- | |
| Units per Package | -- | |
| Barcode / HSN / GTIN / UPC | -- | |
| Dispatch Lead time | -- |
Company Profile
Dev Chem, Maharashtra
 Maharashtra, India
Maharashtra, India
Raw Materials & Chemicals•Trading CompanyDistributor / Wholesaler
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
Eastern Asia
South Asia
Southeast Asia
Industrial Dimethylformamide Solvent 99.9% Purity Colorless Liquid
Industrial Dimethylformamide Solvent 99.9% purity colorless liquid for pharmaceuticals, agrochemicals, and polymer production. Excellent stability and miscibility with water and organic liquids for reliable industrial applications.
Min. Order Quantity: 1 Boxes
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Dev Chem Maharashtra, India
Maharashtra, India
Raw Materials & ChemicalsTrading Company