undefined
Apparel & Fashion
Loading subcategories...
View More

Description
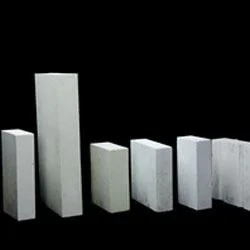
Our industrial dense castable refractory materials represent advanced thermal protection solutions engineered for applications demanding exceptional heat resistance and structural ...
Our industrial dense castable refractory materials represent advanced thermal protection solutions engineered for applications demanding exceptional heat resistance and structural stability. These premium castables feature precisely controlled alumina content ranging from 30% to 95%, optimized to deliver reliable performance across service temperatures spanning 1000°C to 1800°C. Manufactured under stringent quality control protocols, each production batch undergoes comprehensive testing to ensure consistent density, mechanical strength, and thermal properties that meet the rigorous demands of industrial thermal processing operations. These refractory castables serve critical functions across heavy industries including metal production, thermal power generation, cement manufacturing, and chemical processing. In steel manufacturing facilities, they provide protective linings for induction furnaces and transfer ladles, while power generation plants utilize them for boiler protection and thermal oxidizer systems. The cement production industry depends on these materials for rotary kiln linings and preheater installations, where their resistance to extreme temperatures and abrasive conditions ensures continuous operational reliability without compromising safety or production efficiency. The operational value of our dense castable refractories lies in their proven reliability and long-term cost efficiency. These materials substantially reduce maintenance expenditures through their durable performance characteristics and extended operational lifespan, effectively minimizing production downtime. Their low thermal conductivity contributes to enhanced energy efficiency in thermal processes, while the customizable composition options enable precise alignment with specific operational parameters and environmental conditions. This combination of technical superiority and practical advantages makes them a strategic investment for operations seeking to optimize thermal processing performance while maintaining uncompromised safety standards. Key Features: - Customizable alumina composition ranging from 30% to 95% for application-specific requirements - Operational temperature capability from 1000°C to 1800°C for extreme thermal environments - Enhanced mechanical strength and abrasion resistance for prolonged service life - Reduced thermal conductivity contributing to improved energy efficiency - Manufacturing compliance with international quality standards ensuring batch consistency Benefits: - Extended equipment lifespan through superior thermal and mechanical resistance - Reduced operational costs via minimal maintenance requirements and downtime - Enhanced energy efficiency resulting from optimized thermal performance - Application-specific customization matching precise operational parameters - Consistent quality and reliable performance across all production batches
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
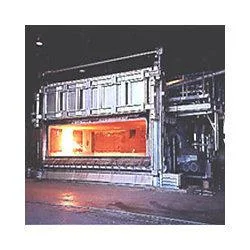
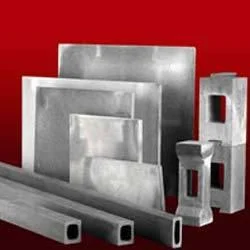
Dense castable refractory materials provide essential thermal protection across multiple industrial sectors requiring high-temperature resistance. These versatile materials create durable linings for thermal processing equipment, offering exceptional performance against extreme heat, mechanical wear, and chemical exposure. Their installation flexibility makes them suitable for complex geometries and large surface areas where traditional refractory solutions prove inadequate. These advanced castables perform reliably in both primary hot face applications and secondary backup linings, maintaining structural integrity in challenging industrial environments. Operators value their straightforward installation process and minimal maintenance needs, which contribute to reduced operational interruptions and extended equipment service life. The material formulations can be precisely tailored to match specific temperature requirements and environmental conditions encountered in various industrial settings. - Furnace and kiln linings for metal processing and foundry operations - Boiler protection systems in thermal power generation facilities - Incinerator linings and waste treatment plant refractory systems - Reactor vessels and reformer tubes in petrochemical processing - Rotary kilns and preheater cyclones in cement manufacturing plants
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Carborundum Universal Limited, Tamil Nadu
 Tamil Nadu, India
Tamil Nadu, India
ManufacturerTrading Company
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
South Asia
Industrial Dense Castable Refractory Materials High Temperature
Industrial dense castable refractory materials deliver high-temperature performance from 1000°C to 1800°C. These premium castables offer high strength, low thermal conductivity, and reliable operation for demanding industrial heating applications.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Carborundum Universal Limited Tamil Nadu, India
Tamil Nadu, India
Manufacturer