undefined
Apparel & Fashion
Loading subcategories...
View More

Description
Industrial aluminium heat sinks are precision-engineered components designed for superior thermal management in demanding operational environments. Manufactured from high-grade alu...
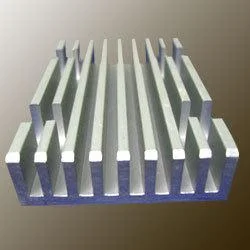
Industrial aluminium heat sinks are precision-engineered components designed for superior thermal management in demanding operational environments. Manufactured from high-grade aluminium alloys, these heat sinks excel at efficiently transferring and dissipating heat from critical components, ensuring they operate within safe temperature parameters. The design focuses on maximizing surface area through optimized fin configurations while maintaining structural integrity. Each unit undergoes rigorous quality control processes to guarantee consistent performance and reliability. These heat sinks are built to handle high thermal loads while providing long-term stability, making them essential for applications where temperature control directly impacts system performance and longevity. These thermal management solutions serve vital roles across multiple industrial sectors including electronics manufacturing, automotive systems, telecommunications infrastructure, construction equipment, and renewable energy applications. In electronics, they cool processors, power modules, and semiconductor devices in everything from industrial control systems to consumer devices. Automotive applications include thermal regulation for engine control units, advanced lighting systems, and electric vehicle power electronics. The construction industry utilizes them in high-power lighting fixtures, HVAC control systems, and power distribution equipment. Renewable energy systems depend on them for thermal management in solar inverters and wind power converters, demonstrating their versatility across modern industrial applications. The business value of these aluminium heat sinks lies in their ability to enhance system reliability, reduce operational downtime, and improve overall energy efficiency. By effectively preventing component overheating, they protect valuable equipment investments and significantly lower maintenance costs while extending product service life. Their robust construction ensures consistent performance even in challenging environmental conditions, providing dependable thermal solutions that meet international quality standards. This reliability gives businesses competitive advantages through improved product performance and reduced warranty claims. The cost-effectiveness and proven performance make them strategic investments for companies seeking to optimize thermal management in their products and systems. Key Features: - Premium aluminium construction for optimal thermal conductivity - Precision engineering for efficient heat dissipation performance - Durable design suitable for industrial operating conditions - Optimized fin configurations for maximum surface area - Rigorous quality testing ensuring consistent reliability Benefits: - Enhanced system reliability through effective thermal control - Extended equipment lifespan by preventing overheating damage - Reduced maintenance costs and operational downtime - Improved energy efficiency in thermal management systems - Consistent performance across diverse industrial applications
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
These aluminium heat sinks provide critical thermal management for high-performance electronic systems, efficiently dissipating heat from components like CPUs, power transistors, and LED arrays. They maintain optimal operating temperatures to prevent overheating and ensure system longevity in demanding industrial environments where thermal control is essential for performance and safety. In automotive and construction sectors, these heat sinks offer reliable thermal solutions for power electronics, motor drives, and lighting systems. Their durable construction withstands harsh operating conditions while providing consistent heat dissipation. Industries depend on them for enhanced operational efficiency, safety compliance, and extended equipment lifespan across various applications. - Cooling high-power LED lighting systems in commercial and industrial facilities - Thermal management for power converters and inverters in renewable energy installations - Heat dissipation in automotive electronic control units and battery management systems - Cooling processors and GPUs in data centers and telecommunications infrastructure - Managing thermal loads in industrial machinery and motor drives for manufacturing processes
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Qualitek engineers., Karnataka
 Karnataka, India
Karnataka, India
Industrial Equipment & Machinery•ManufacturerTrading CompanyImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
South Asia
Domestic
Industrial Aluminium Heat Sinks For Electronics Automotive Construction
Industrial aluminium heat sinks deliver superior thermal management for electronics, automotive, and construction applications. Engineered for reliability and performance with premium materials and precise specifications.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Qualitek engineers. Karnataka, India
Karnataka, India
Industrial Equipment & MachineryManufacturer