undefined
Apparel & Fashion
Loading subcategories...
View More

Description
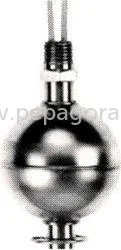
The Industrial Liquid Level Switch with 5/16 inch metal stem represents precision engineering for demanding industrial environments. This durable switch provides accurate liquid le...
The Industrial Liquid Level Switch with 5/16 inch metal stem represents precision engineering for demanding industrial environments. This durable switch provides accurate liquid level monitoring in tanks, silos, and process vessels, featuring robust metal construction that withstands harsh operating conditions. Designed for reliability and long-term performance, it delivers consistent level detection across various liquid types while maintaining operational accuracy. The compact 5/16 inch stem diameter ensures precise measurement capabilities, making it an essential component for industrial fluid management systems where dependable performance is non-negotiable. Multiple industries rely on this level switch for critical liquid management applications. Manufacturing plants utilize it for monitoring coolant and lubricant levels in machinery, while water treatment facilities employ it for reservoir and tank level control. Chemical processing industries depend on its reliable performance for handling various liquid chemicals, and agricultural operations integrate it into irrigation and storage systems. The food production sector benefits from its precise level monitoring in liquid ingredient storage, demonstrating its versatility across diverse industrial applications where accurate liquid level data is essential for operational efficiency and safety. The business value of this industrial level switch lies in its exceptional reliability and durability, significantly reducing maintenance costs and operational downtime. The all-metal construction ensures longevity even in corrosive or high-pressure environments, delivering superior return on investment through extended service life. Its precise operation enhances operational safety by preventing overflows, leaks, and equipment damage, while the standardized design facilitates easy integration into existing systems. For distributors and industrial suppliers, this switch represents a high-demand product with strong market acceptance due to its proven performance and reliability in challenging industrial applications. Key Features: - 5/16 inch metal stem construction for precise level detection - Durable all-metal build resistant to corrosion and wear - Suitable for various liquids including water, chemicals, and fuels - Reliable performance in high-pressure industrial environments - Easy integration with automation and control systems Benefits: - Enhanced operational safety through accurate level monitoring - Reduced maintenance costs with durable metal construction - Improved system reliability in demanding industrial conditions - Prevention of overflow and dry running situations - Long service life ensuring consistent performance
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
This industrial liquid level switch provides precise monitoring capabilities for various liquid storage and processing systems. The 5/16 inch metal stem construction ensures accurate readings and long-lasting performance in demanding industrial environments, making it ideal for continuous operation in manufacturing plants and processing facilities where reliable level detection is critical for operational safety and efficiency. Manufacturing facilities, water treatment plants, chemical processing units, and agricultural operations benefit from this switch's robust design. It seamlessly integrates with automated control systems to manage pumps, valves, and alarm systems, preventing overflows and dry running conditions while maintaining optimal liquid levels across different industrial processes and storage applications. - Monitoring fuel and oil levels in industrial storage tanks and distribution centers - Controlling water reservoir levels in municipal and industrial treatment facilities - Managing chemical inventory in processing reactors and storage vessels - Regulating liquid ingredients in food processing and beverage production silos - Automating irrigation systems by detecting water levels in agricultural storage tanks
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Hamilton Electronics Pvt Ltd, New Delhi
 New Delhi, India
New Delhi, India
Electronics & Electrical•Manufacturer
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Liquid Level Switch 5/16 Inch Metal Stem Durable
Industrial Liquid Level Switch with 5/16 inch metal stem delivers durable performance for tank and vessel monitoring. Precision-engineered for industrial applications requiring reliable liquid level detection and control systems.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Hamilton Electronics Pvt Ltd New Delhi, India
New Delhi, India
Electronics & ElectricalManufacturer