undefined
Apparel & Fashion
Loading subcategories...
View More
Description
Advantech Crane Modernization Services provide comprehensive solutions to upgrade existing industrial lifting systems with cutting-edge technology. Our approach transforms older cr...
Advantech Crane Modernization Services provide comprehensive solutions to upgrade existing industrial lifting systems with cutting-edge technology. Our approach transforms older crane equipment into modern, high-performance assets that deliver enhanced safety, improved efficiency, and extended operational life. We specialize in assessing current systems, identifying upgrade opportunities, and implementing tailored modernization packages that address specific operational challenges while maintaining compliance with current industry standards. Our services cover all major crane types including overhead, gantry, and tower cranes, ensuring each modernization project delivers measurable improvements in performance and reliability. These modernization services serve critical needs across multiple industrial sectors where material handling efficiency directly impacts productivity. Manufacturing facilities benefit from upgraded crane systems that handle increased production demands while maintaining safety protocols. Logistics and warehousing operations achieve better inventory management through enhanced crane precision and control. Construction sites improve project timelines with modernized tower cranes offering superior lifting capabilities and safety features. Heavy industries like steel production and shipbuilding rely on our modernization solutions to maintain continuous operations while upgrading critical lifting infrastructure. The business value of crane modernization extends beyond immediate performance improvements to deliver substantial long-term returns. By upgrading existing equipment rather than replacing entire systems, organizations achieve significant cost savings while extending asset lifespan. Modernized cranes operate with greater energy efficiency, reducing power consumption and lowering operational expenses. Enhanced safety features minimize workplace risks and potential liability issues. The reliability improvements translate to reduced maintenance requirements and less unexpected downtime, ensuring consistent material handling operations that support overall production goals and business continuity. Key Features: - Comprehensive assessment of existing crane systems to identify optimal upgrade opportunities - Integration of advanced control systems and automation technology for improved precision - Upgraded safety mechanisms including overload protection and emergency stop systems - Enhanced motor and drive components for better energy efficiency and performance - Customized implementation plans that minimize operational disruption during modernization Benefits: - Extended equipment lifespan through component upgrades and system optimization - Improved workplace safety with modern safety features and compliance standards - Increased operational efficiency through enhanced control and automation capabilities - Reduced maintenance costs and downtime with reliable, upgraded components - Better return on investment compared to complete crane replacement options
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Our crane modernization services transform outdated industrial lifting equipment into high-performance systems that meet current operational demands. By upgrading critical components like motors, controls, and safety mechanisms, we extend equipment lifespan while significantly improving workplace safety standards and operational reliability. These modernization solutions address specific pain points in material handling operations, from reducing maintenance costs to minimizing downtime during upgrades. The process involves thorough assessment, customized implementation, and comprehensive testing to ensure seamless integration with existing workflows while delivering measurable improvements in productivity and compliance with industry regulations. Real-world applications: - Modernizing overhead bridge cranes in manufacturing plants to handle increased production loads safely - Upgrading gantry crane systems at shipping ports for smoother container handling operations - Enhancing tower crane safety features at construction sites to prevent accidents and improve precision - Retrofitting older crane systems in warehouses with automated controls for better inventory management - Improving steel mill crane reliability through motor and control system upgrades for continuous operation
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
| Payment Methods |
|
Company Profile

Advantech Crane Automation, Tamil Nadu Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & Machinery•Manufacturer
Factory Details
Factory Size1000-5000 sqm
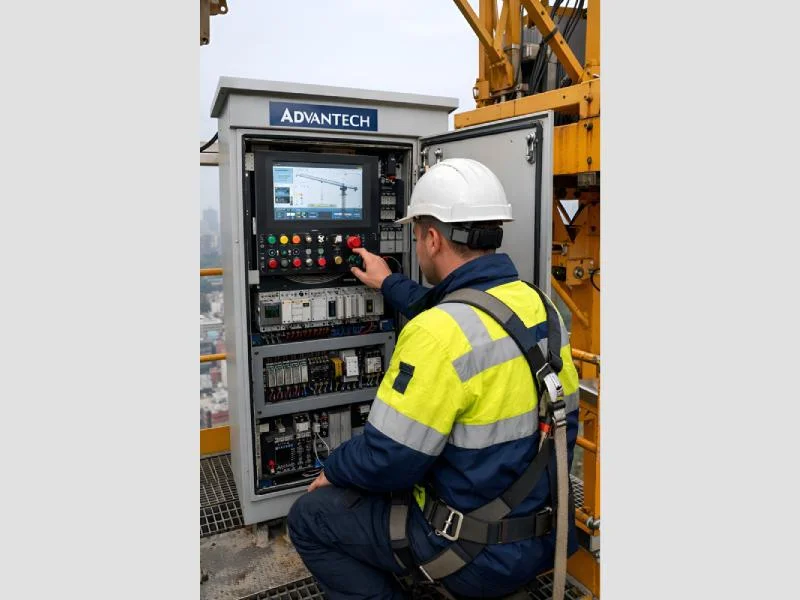
Industrial Crane Modernization Services For Enhanced Safety And Efficiency
Advantech Crane Modernization Services upgrade industrial lifting systems with latest technology, enhancing safety, efficiency, and performance for older cranes across manufacturing and logistics sectors.
Min. Order Quantity: 1 pieces
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Advantech Crane Automation
 Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & MachineryManufacturer





