undefined
Apparel & Fashion
Loading subcategories...
View More
Description
Our premium cooling tower gearbox and drive shaft represent the pinnacle of industrial engineering, specifically designed for demanding cooling applications. Manufactured to exacti...
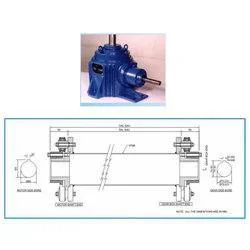
Our premium cooling tower gearbox and drive shaft represent the pinnacle of industrial engineering, specifically designed for demanding cooling applications. Manufactured to exacting AGMA standards and CTI Bulletin STD-111 specifications, these components ensure superior power transmission efficiency and reliable performance in the most challenging operating conditions. The precision engineering and robust construction guarantee optimal heat dissipation while maintaining consistent operation under continuous heavy loads, making them the ideal choice for critical cooling infrastructure that cannot afford downtime or performance degradation. These heavy-duty gearboxes and drive shafts serve essential roles across multiple industrial sectors, including power generation plants where they maintain critical cooling systems for turbine operations, large-scale HVAC applications in commercial and industrial facilities, chemical processing plants requiring precise temperature control, petroleum refineries with demanding cooling needs, and water treatment facilities where reliable operation is paramount. Their design accommodates the specific requirements of each industry, ensuring compatibility with various cooling tower configurations and operational parameters while delivering consistent performance in diverse environmental conditions. The business value of our cooling tower gearbox and drive shaft lies in their exceptional reliability and operational efficiency, which directly translates to reduced maintenance costs and minimized downtime. These components are engineered for long service life with minimal wear, providing significant energy efficiency improvements that result in substantial operational savings over time. The corrosion-resistant coatings and high-strength materials ensure durability even in the most aggressive environments, making them a smart investment for businesses prioritizing operational continuity and cost-effectiveness. Key Features: - Manufactured to AGMA quality standards and CTI Bulletin STD-111 compliance - High-strength materials engineered for maximum durability and longevity - Precision gear teeth design for smooth and efficient power transmission - Corrosion-resistant coatings suitable for harsh environmental conditions - Robust construction for continuous heavy-duty operation Benefits: - Unmatched reliability in demanding industrial cooling applications - Reduced maintenance requirements and minimized system downtime - Energy-efficient operation leading to significant cost savings - Extended service life with consistent performance over time - Compatibility with various cooling tower configurations and systems
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Our industrial cooling tower gearbox and drive shaft are engineered for continuous heavy-duty operation in demanding environments. They deliver reliable power transmission and optimal heat dissipation efficiency for critical cooling systems across multiple industries, ensuring consistent performance with minimal maintenance requirements. These components are specifically designed for HVAC systems in large commercial buildings, power generation facilities, manufacturing plants, and chemical processing operations. They handle high torque requirements and harsh environmental conditions while maintaining precision operation and extended service life in cooling tower applications. Real-world applications: - Large-scale HVAC systems for commercial buildings and industrial complexes - Thermal power plants and energy generation facilities requiring efficient cooling - Chemical processing plants with demanding heat exchange requirements - Petroleum refineries and oil processing facilities - Water treatment plants and district cooling infrastructure systems
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Anew Tower Tech, Maharashtra
 Maharashtra, India
Maharashtra, India
Industrial Equipment & Machinery•ManufacturerDistributor / Wholesaler
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Cooling Tower Gearbox And Drive Shaft AGMA CTI STD 111
Industrial cooling tower gearbox and drive shaft engineered to AGMA standards and CTI Bulletin STD-111 for reliable power transmission in demanding cooling applications across power plants, HVAC systems, and processing facilities.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Anew Tower Tech Maharashtra, India
Maharashtra, India
Industrial Equipment & MachineryManufacturer