undefined
Apparel & Fashion
Loading subcategories...
View More
Description
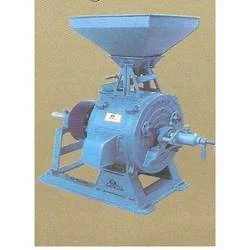
Our commercial flour mill is engineered for businesses requiring dependable, high-capacity grain processing solutions. Designed with durability and operational efficiency as priori...
Our commercial flour mill is engineered for businesses requiring dependable, high-capacity grain processing solutions. Designed with durability and operational efficiency as priorities, this machine features an MCB electronic switch protection system that safeguards against electrical faults, ensuring uninterrupted production cycles. The unit is constructed with food-grade materials that are easy to clean and maintain, meeting strict hygiene standards essential for food processing environments. Whether you're grinding wheat for bakery flour, maize for cornmeal, or specialty grains for health foods, this mill delivers consistent particle size and quality output, making it an indispensable asset for food industry professionals seeking reliable performance. This flour mill serves multiple industries where processed grains are fundamental to daily operations. Large bakeries and patisseries utilize it to produce fresh flour daily, ensuring superior taste and quality in their baked goods. Food manufacturing plants integrate it into production lines for items like pasta, noodles, and ready-made mixes. Restaurant chains and commercial kitchens benefit from in-house grinding for freshness control, while agricultural distributors use it to add value to raw grains. The machine's versatility also makes it suitable for health food producers creating gluten-free or organic flour products, catering to growing market segments with specific dietary requirements and preferences. Investing in our commercial flour mill delivers tangible business value through enhanced operational reliability and minimized downtime. The MCB protection system prevents costly electrical failures, while the low maintenance design reduces service interruptions and repair expenses. The equipment improves product consistency and quality while supporting business scalability by handling increased production volumes without compromising efficiency. Its robust construction ensures long-term durability, providing excellent return on investment for businesses focused on sustainable growth and operational excellence in competitive food processing markets. Key Features: - MCB electronic switch protection for enhanced electrical safety - Easy-to-clean design with food-grade compliant materials - Low maintenance requirements reducing operational downtime - Consistent grinding performance for various grain types - Robust construction ensuring long-term durability and reliability Benefits: - Enhanced operational safety with electrical fault protection - Improved hygiene standards through easy cleaning maintenance - Reduced operational costs with minimal maintenance needs - Consistent product quality across different grain varieties - Long-term reliability supporting business growth and scalability
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
This commercial flour mill handles high-volume grain processing with precision and reliability. It efficiently grinds wheat, maize, millet, and other grains, making it ideal for food manufacturers, large bakeries, and industrial kitchens that require consistent daily output without interruptions. The robust construction and advanced safety features meet the rigorous demands of professional environments where hygiene and operational efficiency are paramount. The equipment provides exceptional value for businesses scaling their production capabilities. Distributors and wholesalers appreciate its reliable performance, while importers benefit from compliance with international safety standards. The low maintenance design significantly reduces operational costs, making it a smart long-term investment for operations focused on reliability and cost-effective processing solutions. - Large-scale bakeries producing bread, pastries, and baked goods daily - Food processing plants manufacturing flour-based products like noodles and pasta - Restaurant chains and commercial kitchens preparing fresh ingredients in-house - Agricultural cooperatives and grain distributors processing raw harvests for market - Health food producers creating specialty flours from alternative grains like quinoa or amaranth
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Allora Marketing, Madhya Pradesh
 Madhya Pradesh, India
Madhya Pradesh, India
Trading CompanyDistributor / Wholesaler
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Commercial Flour Mill With MCB Electronic Switch Protection For
Commercial flour mill with MCB electronic switch protection ensures reliable grinding for bakeries, restaurants, and food processing units. Easy to clean, low maintenance design delivers consistent performance for wheat, maize, and specialty grains.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Allora Marketing Madhya Pradesh, India
Madhya Pradesh, India
Trading Company