undefined
Apparel & Fashion
Loading subcategories...
View More

Description
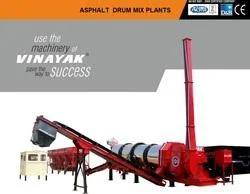
The Asphalt Plant Cold Aggregate Feeder Unit represents precision engineering for industrial material handling, specifically designed to meet the rigorous demands of asphalt produc...
The Asphalt Plant Cold Aggregate Feeder Unit represents precision engineering for industrial material handling, specifically designed to meet the rigorous demands of asphalt production. This unit features multiple hoppers with optimized slopes that prevent material bridging and ensure constant, consistent discharge. Each hopper includes precisely adjustable opening doors that control discharge quantity based on specific material weights and production requirements, giving operators complete command over aggregate flow rates. The integrated vibratory screen effectively removes oversized materials before mixing, while the extracting conveyor with variable drive motor and worm gear boxes allows for precise output adjustment. This combination of features delivers unmatched control and reliability in material handling operations. This feeder unit serves critical functions across construction and infrastructure development industries, particularly in road building and large-scale paving operations. Asphalt production plants depend on its precision for maintaining exact mix formula accuracy, which directly impacts pavement quality and longevity. Highway construction projects benefit from its reliable performance in both stationary and mobile configurations, while industrial paving applications—including airport runways, port facilities, and commercial infrastructure—rely on its consistent material quality and continuous operation. The unit's adaptability makes it suitable for various project scales, from municipal road repairs to national highway networks, where material specification compliance is non-negotiable. The business value of this Cold Aggregate Feeder Unit lies in its exceptional reliability and operational efficiency. Built with durable materials and robust construction, it delivers long-term performance with minimal maintenance requirements, significantly reducing downtime and operational costs. Its precision engineering ensures consistent mix quality, which minimizes material waste and rework expenses. The unit's ability to maintain continuous operation under demanding conditions protects project timelines and budgets. These differentiators make it a strategic investment that pays dividends through improved production efficiency, reduced operational interruptions, and enhanced overall project profitability in competitive industrial environments. Key Features: - Multiple hoppers with optimized slopes prevent material bridging and ensure constant discharge - Adjustable opening doors provide precise control over discharge quantity based on material weights - Vibratory motor in first bin maintains free flow of small aggregates and prevents clogging - Extracting conveyor with variable drive motor and worm gear boxes allows output adjustment - Integrated vibratory screen effectively removes oversized materials before mixing Benefits: - Ensures consistent material flow and precise proportioning for quality asphalt production - Reduces operational downtime through reliable performance and minimal maintenance needs - Minimizes material waste by maintaining accurate feed rates and removing oversized aggregates - Supports continuous operation in demanding environments for project schedule adherence - Delivers long-term value through durable construction and cost-effective performance
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
This Cold Aggregate Feeder Unit is engineered for asphalt production facilities where precise aggregate proportioning determines final mix quality. It delivers consistent material flow to drum mixers, supporting various aggregate sizes and types for both batch and continuous mix operations. The unit maintains accurate feed rates, which is fundamental for producing specification-compliant asphalt mixes. Designed for demanding environments, this robust feeder serves large-scale infrastructure projects requiring reliable material handling. It ensures operational continuity in stationary and mobile asphalt plants, making it indispensable for highway construction, industrial paving, and heavy civil engineering applications. Its durability and precision support projects where schedule adherence and material consistency are critical for success. - Asphalt batching plants requiring accurate aggregate proportioning and consistent mix quality - Road construction projects needing uninterrupted material flow and precise discharge control - Highway and infrastructure development sites with high-volume production demands - Mobile asphalt production setups for on-site paving and repair operations - Industrial paving applications including airport runways, port facilities, and commercial surfaces
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Vinayak Road Equipment, Gujarat
 Gujarat, India
Gujarat, India
Industrial Equipment & Machinery•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
South Asia
Asphalt Plant Cold Aggregate Feeder Unit for Precision Material Handling
The Asphalt Plant Cold Aggregate Feeder Unit ensures precision material handling with consistent discharge and oversized material removal. This reliable unit is essential for construction and road building industries seeking cost-effective, high-performance equipment.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Vinayak Road Equipment Gujarat, India
Gujarat, India
Industrial Equipment & MachineryManufacturer