₹
Apparel & Fashion
Loading subcategories...
View More
Description
Our Industrial Grain Classifier Separators represent advanced cleaning technology designed for demanding grain processing environments. These high-capacity machines efficiently rem...
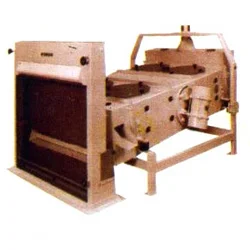
Our Industrial Grain Classifier Separators represent advanced cleaning technology designed for demanding grain processing environments. These high-capacity machines efficiently remove impurities while maintaining low power consumption, delivering reliable performance across continuous operations. Built with robust construction and precision engineering, they ensure consistent output quality while handling various grain types including wheat, rice, maize, and pulses. The advanced separation technology guarantees thorough impurity removal while optimizing energy usage for cost-effective operations. These classifier separators serve critical functions across grain processing industries including large-scale milling operations, seed treatment facilities, and agricultural processing plants. Food manufacturing facilities rely on them for maintaining strict quality control standards and ensuring compliance with safety regulations. Agricultural cooperatives and storage units utilize these machines for post-harvest processing to achieve market-ready quality. The equipment's versatility makes it suitable for diverse processing requirements while maintaining consistent performance across different grain types and processing volumes. Engineered for long-term reliability and operational efficiency, our separators provide significant value through reduced energy costs and minimal maintenance requirements. The combination of high-capacity processing and low power consumption delivers substantial operational savings while ensuring consistent output quality. Quick-change sieve frames and accessible maintenance points minimize downtime, maximizing productivity throughout the equipment's service life. These features make the separators an intelligent investment for processing facilities seeking to enhance their capabilities while controlling operational expenses. Key Features: - High-capacity processing designed for industrial-scale grain cleaning operations - Low power consumption technology reducing electricity costs significantly - Effective impurity removal system handling dust, stones, and foreign materials - Quick-change sieve frames enabling minimal maintenance downtime - Robust construction ensuring reliable performance in demanding environments Benefits: - Consistent high-quality output meeting industry purity standards - Reduced operational costs through energy-efficient performance - Enhanced processing efficiency with reliable impurity removal - Minimal maintenance requirements and easy servicing access - Long service life with durable construction and reliable components
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Industrial Grain Classifier Separators are essential equipment for grain processing facilities where purity and quality standards are paramount. These machines efficiently remove impurities including dust, stones, and foreign materials while handling various grains like wheat, rice, maize, and pulses. Their consistent performance ensures compliance with industry regulations and maintains product quality throughout processing stages. These separators serve multiple industries including seed processing plants, flour mills, and agricultural cooperatives. Their versatility allows integration at different processing stages from initial cleaning to final quality control. Facilities benefit from reduced operational costs and improved processing efficiency while maintaining high output quality standards across diverse grain types and processing requirements. - Large-scale grain processing facilities for initial cleaning and impurity removal - Seed treatment plants ensuring high-purity seed production standards - Flour milling operations maintaining consistent grain quality - Agricultural storage units for post-harvest processing and quality control - Food manufacturing plants complying with safety and quality regulations
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Bhardwaj Enterprises, Haryana
 Haryana, India
Haryana, India
Industrial Equipment & Machinery•ManufacturerDistributor / Wholesaler
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Grain Classifier Separators High Capacity Low Power
Industrial Grain Classifier Separators deliver high-capacity impurity removal with low power consumption. Reliable performance for grain processing facilities seeking efficient cleaning solutions across various grain types.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Bhardwaj Enterprises Haryana, India
Haryana, India
Industrial Equipment & MachineryManufacturer
