undefined
Apparel & Fashion
Loading subcategories...
View More

Description
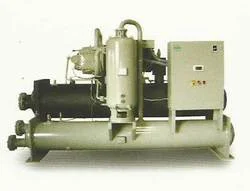
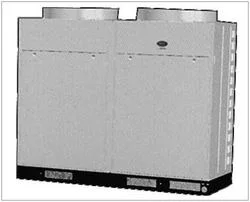
Our industrial chiller units represent advanced cooling technology designed for businesses requiring dependable temperature control solutions. These systems deliver consistent cool...
Our industrial chiller units represent advanced cooling technology designed for businesses requiring dependable temperature control solutions. These systems deliver consistent cooling performance across various industrial applications, ensuring optimal operation of machinery and processes that generate significant heat. Built with corrosion-resistant materials and premium components, our chillers offer exceptional durability and long-term reliability. Available in multiple configurations to meet specific cooling capacity requirements, from compact operations to large industrial facilities. Each unit undergoes comprehensive quality testing to ensure compliance with industry standards and reliable performance in demanding working environments. These chiller units serve numerous industries including manufacturing, pharmaceuticals, food processing, plastics, and metalworking. In manufacturing environments, they effectively cool injection molding machines and hydraulic systems to maintain production efficiency and product consistency. Pharmaceutical operations rely on them for precise temperature control during sensitive manufacturing processes. Food processing facilities utilize our chillers to maintain safe temperatures during production and storage phases. The units are also essential in laser cutting operations, chemical processing, and various industrial applications requiring dependable thermal management solutions for optimal performance. Investing in our chiller units delivers substantial business value through reduced operational costs and enhanced productivity. The high-efficiency design minimizes energy consumption while maintaining optimal cooling performance, resulting in significant utility savings. The corrosion-resistant construction and durable components reduce maintenance requirements and extend equipment lifespan, providing excellent return on investment. Customization options enable businesses to tailor units to their specific operational needs, ensuring perfect compatibility with existing systems. Reliability is engineered into every unit, with robust construction that ensures continuous operation even in demanding industrial conditions, minimizing downtime and production interruptions. Key Features: - Corrosion-resistant construction for extended equipment lifespan - High energy efficiency design reducing operational costs - Customizable configurations to meet specific requirements - Durable components engineered for continuous operation - Compliance with industry standards and regulations Benefits: - Extended equipment lifespan through corrosion-resistant materials - Reduced operational costs via high energy efficiency - Perfect system compatibility through customization options - Minimal downtime with durable continuous operation design - Regulatory compliance ensuring industry standard performance
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Our industrial chiller units deliver precise temperature management for critical manufacturing processes across multiple sectors. These robust systems maintain consistent cooling performance in demanding environments, ensuring optimal operation of machinery and processes requiring strict thermal control. Engineered for continuous operation with minimal maintenance, they provide reliable cooling solutions for various industrial settings where temperature stability is crucial for quality and efficiency. These versatile chillers serve diverse applications from equipment cooling to process temperature regulation. They are particularly valuable in environments where heat generation affects product quality or equipment performance. The corrosion-resistant construction ensures longevity even in challenging industrial conditions, making them suitable for various operational requirements across different industries that depend on stable temperature management for their core processes. - Plastic injection molding cooling for consistent product quality - Laser cutting and welding equipment temperature regulation - Pharmaceutical manufacturing process cooling - Food processing temperature control systems - Metalworking equipment cooling and temperature management
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
ACR Services, Maharashtra
 Maharashtra, India
Maharashtra, India
Industrial Equipment & Machinery
Factory Details
Factory Size1000-5000 sqm
Annual Production Capacity0
Main Markets
Domestic
Industrial Chiller Units In Pune For Temperature Control
Industrial chiller units in Pune provide reliable temperature control for manufacturing processes. These efficient, durable systems offer corrosion-resistant performance and customization options for various industrial applications.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
ACR Services Maharashtra, India
Maharashtra, India
Industrial Equipment & Machinery