undefined
Apparel & Fashion
Loading subcategories...
View More
Description
Our industrial chemical transfer hoses represent advanced fluid handling technology specifically engineered for safe and efficient transfer of aggressive chemicals. Manufactured us...
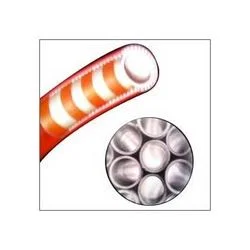
Our industrial chemical transfer hoses represent advanced fluid handling technology specifically engineered for safe and efficient transfer of aggressive chemicals. Manufactured using premium rubber compounds and sophisticated production techniques, these hoses feature a smooth interior lining that resists chemical degradation while maintaining flexibility under pressure. Available in multiple bore sizes from 12.5mm to 50mm, each hose undergoes comprehensive quality testing to ensure consistent performance. The reinforced construction provides exceptional burst pressure resistance while maintaining working pressure capabilities of 12 kg.f/cm² across all sizes. This combination of chemical resistance and mechanical strength makes these hoses ideal for the most demanding industrial applications where reliability and safety are paramount. These chemical transfer hoses serve essential functions across multiple industrial sectors including chemical processing, pharmaceutical manufacturing, water treatment facilities, and agricultural operations. In chemical plants, they safely transport mineral acids and alkaline solutions between reaction vessels and storage tanks while maintaining chemical integrity. Pharmaceutical companies utilize them for moving alcohol-based compounds and solvent mixtures during production processes where purity and safety are critical. Water treatment facilities depend on these hoses for handling inorganic salt solutions and treatment chemicals in various purification stages. The agricultural sector employs them for fertilizer transfer and pesticide distribution operations. Each industry benefits from the hose's specific design characteristics that address unique chemical handling requirements while ensuring operational safety and regulatory compliance. The operational value of these chemical hoses extends beyond technical specifications to deliver measurable business advantages. Their superior construction reduces operational downtime by minimizing failures and leaks, while the chemical-resistant properties significantly extend service life compared to standard hoses. This reliability translates into lower replacement costs and reduced maintenance expenses over time. The consistent quality assurance processes guarantee every hose meets strict performance standards, providing businesses with dependable solutions that protect both operational efficiency and financial performance. These factors combine to offer organizations a trustworthy fluid transfer solution that enhances workplace safety while optimizing long-term operational costs and maintaining consistent production workflows. Key Features: - Chemical-resistant smooth rubber lining prevents degradation from acids and alkalis - Multiple bore sizes available from 12.5mm to 50mm for various flow requirements - Reinforced construction provides bursting pressure up to 40 kg.f/cm² for safety - Working pressure rating of 12 kg.f/cm² across all size variants - Advanced manufacturing technology ensures consistent quality and performance Benefits: - Extended service life through superior chemical resistance to aggressive fluids - Versatile application across multiple industries with various size options - Enhanced safety with high burst pressure ratings and reliable construction - Consistent performance under pressure with standardized working capabilities - Reduced maintenance needs through durable materials and quality manufacturing
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Our industrial chemical transfer hoses are engineered for demanding environments where safe handling of aggressive chemicals is essential. They maintain integrity when transferring mineral acids, alkaline solutions, inorganic salts, and solvent-based compounds between storage tanks, processing equipment, and transportation systems across various industrial settings. These robust hoses serve critical functions in chemical manufacturing, pharmaceutical production, water treatment facilities, and agricultural operations. Their durable construction ensures operational safety while providing necessary flexibility for installation and maintenance in complex industrial layouts, delivering reliable performance under challenging conditions. - Transferring sulfuric acid and hydrochloric acid between reactors and storage in chemical plants - Handling caustic soda and alkaline cleaning solutions in industrial processing operations - Moving brine solutions and treatment chemicals in water treatment and cooling systems - Transporting alcohol-based solvents and chemical mixtures in pharmaceutical manufacturing - Distributing liquid fertilizers and agricultural chemicals in farming operations
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Arihant Hardware, Karnataka
 Karnataka, India
Karnataka, India
Trading CompanyDistributor / Wholesaler
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Chemical Transfer Hoses For Acids Alkalis Solvents
Industrial chemical transfer hoses safely handle acids, alkalis, and solvents with superior chemical resistance and high-pressure reliability for demanding industrial fluid transfer applications.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Arihant Hardware Karnataka, India
Karnataka, India
Trading Company
