undefined
Apparel & Fashion
Loading subcategories...
View More

Description
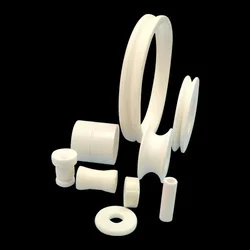
Our industrial high alumina ceramic tubes and shafts are precision-engineered components designed for the most demanding applications. Available in purity grades from 94% to 99.7%,...
Our industrial high alumina ceramic tubes and shafts are precision-engineered components designed for the most demanding applications. Available in purity grades from 94% to 99.7%, they provide exceptional thermal stability, mechanical strength, and superior electrical insulation. These ceramics excel in environments with extreme temperatures, corrosive substances, and high electrical stress, offering a reliable alternative to metal parts that would degrade or fail. The manufacturing process ensures consistent quality, with options like one-end closed tubes for specific containment needs. They operate reliably at temperatures up to 1800°C while resisting thermal shock, maintaining dimensional accuracy, and providing excellent dielectric properties. This makes them a cornerstone for industries where performance, safety, and longevity are non-negotiable. These components are indispensable across a wide range of heavy industries. In thermal processing and metallurgy, they serve as thermocouple sheaths, radiant tubes, and kiln furniture, enduring repeated heating cycles. The energy and electrical sectors utilize them as insulators in switchgear, heating elements, and high-voltage applications due to their outstanding dielectric strength. Semiconductor and electronics manufacturing relies on their purity and thermal stability for diffusion furnaces and wafer processing. Furthermore, they are critical in laboratory settings for high-temperature experiments and in chemical processing for handling corrosive materials. Their versatility and robustness make them a trusted solution for engineers and plant managers worldwide. The business value of integrating these high alumina ceramics lies in enhanced operational efficiency and significant cost savings. Their exceptional durability reduces unplanned downtime and frequent part replacements, leading to lower maintenance costs and increased productivity. By providing reliable thermal and electrical insulation, they contribute to energy efficiency and improved process control. Their resistance to wear and corrosion extends the lifespan of entire systems, protecting your capital investment. Choosing these components means investing in proven reliability, process safety, and long-term operational stability, ensuring your business runs smoothly even under the most challenging conditions. Key Features: - Available in high alumina purity grades from 94% to 99.7% to meet specific application demands. - Exceptional thermal shock resistance for stable performance at temperatures up to 1800°C. - High mechanical strength and excellent dimensional stability under extreme thermal and mechanical stress. - Superior electrical insulation properties with high dielectric strength for safe operation in high-voltage environments. - Options include one-end closed tubes and various standard sizes for direct system integration. Benefits: - Maximizes equipment uptime and extends service life by withstanding extreme temperatures and corrosive conditions. - Enhances process safety and reliability through superior electrical insulation and thermal management. - Reduces long-term operational costs by minimizing part failures, maintenance needs, and energy waste. - Provides consistent, batch-to-batch quality ensuring predictable performance in critical applications. - Offers a versatile solution suitable for thermal processing, electrical systems, manufacturing, and research.
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Engineered for extreme conditions, these high alumina ceramic tubes and shafts deliver unmatched thermal shock resistance and electrical insulation. They maintain structural integrity and dimensional stability at temperatures up to 1800°C, making them essential for high-performance industrial systems where metal components would fail. Their exceptional mechanical strength and corrosion resistance ensure long-lasting operation in aggressive environments, from furnace linings to high-voltage electrical systems. The smooth surface finish minimizes wear in moving applications, significantly extending service life and reducing maintenance frequency across critical processes. These precision components are vital across sectors requiring reliable high-temperature containment and electrical isolation. Their consistent performance supports complex manufacturing and research processes, providing a dependable solution for thermal management and insulation challenges. The availability of one-end closed options adds versatility for specialized containment needs, enhancing their utility in diverse operational setups. - Thermocouple protection tubes and insulation sleeves in industrial furnaces and thermal processing equipment. - High-voltage electrical insulators and heating element supports in power generation and distribution systems. - Guide rollers, shafts, and bearings in high-temperature material handling and conveyor systems. - Process tubes and diffusion furnace components in semiconductor and electronics manufacturing. - Crucibles and containment vessels for laboratory research, metallurgy, and chemical processing.
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Bangalore Ceramics, Karnataka
 Karnataka, India
Karnataka, India
ManufacturerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial High Alumina Ceramic Tubes And Shafts 94 99.7% Purity
Industrial high alumina ceramic tubes and shafts from 94% to 99.7% purity offer superior thermal and electrical insulation for demanding industrial applications, ensuring reliability in extreme environments.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Bangalore Ceramics Karnataka, India
Karnataka, India
Manufacturer