undefined
Apparel & Fashion
Loading subcategories...
View More

Description
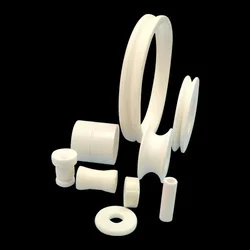
Our industrial high alumina ceramic tubes and shafts represent premium engineering solutions for demanding thermal applications. Manufactured with alumina content ranging from 94% ...
Our industrial high alumina ceramic tubes and shafts represent premium engineering solutions for demanding thermal applications. Manufactured with alumina content ranging from 94% to 99.7% purity, these components are specifically designed to withstand extreme temperatures up to 1800°C while maintaining structural integrity. The ceramic material exhibits exceptional thermal stability, minimal thermal expansion, and superior mechanical strength that outperforms conventional materials in high-stress environments. Available in standard configurations including one-end closed tubes, these products are precision-engineered to deliver reliable performance in the most challenging industrial conditions where failure is not an option. These high-performance ceramic components serve critical roles across multiple industrial sectors requiring thermal management solutions. In metallurgical applications, they function as furnace tubes, thermocouple protections, and melting crucibles for non-ferrous metals. The semiconductor industry utilizes them for diffusion processes, wafer handling, and high-purity processing environments. Energy sector applications include heating element insulators, burner nozzles, and thermal barrier systems. Additional usage spans glass manufacturing for forming equipment, chemical processing for corrosion-resistant components, and laboratory research for high-temperature experimental setups where purity and thermal stability are paramount. The business value of these alumina ceramic components lies in their ability to enhance operational efficiency while reducing maintenance costs and equipment downtime. Their exceptional thermal shock resistance ensures reliable performance during rapid temperature fluctuations, extending service life significantly compared to alternative materials. The high alumina composition provides excellent dielectric strength for electrical insulation applications and superior corrosion resistance in both oxidizing and reducing atmospheres. These characteristics translate to longer component lifespan, reduced replacement frequency, and improved process consistency, delivering substantial return on investment through enhanced productivity and operational reliability. Key Features: - High alumina purity grades available from 94% to 99.7% - Operating temperature resistance up to 1800°C - Excellent thermal shock resistance and low thermal expansion - Superior mechanical strength and hardness properties - One-end closed tube configurations available Benefits: - Extended service life in high-temperature environments - Reduced maintenance costs and equipment downtime - Reliable performance under thermal cycling conditions - Excellent corrosion resistance in various atmospheres - Enhanced process efficiency and operational consistency
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Our high alumina ceramic tubes and shafts perform reliably in extreme thermal environments where standard materials degrade. Engineered for temperatures up to 1800°C, they maintain structural integrity under continuous thermal cycling and mechanical stress. These components deliver consistent performance in corrosive atmospheres while offering excellent dielectric properties for electrical insulation applications across multiple industrial sectors. These precision ceramic solutions are available in purity grades from 94% to 99.7% with one-end closed configurations for specialized needs. They serve critical functions in thermal processing systems, manufacturing equipment, and high-temperature measurement applications. Their exceptional thermal shock resistance makes them ideal for rapid temperature changes encountered in industrial heating, metal processing, and advanced material production environments. - Thermocouple protection tubes in industrial furnaces and high-temperature kilns - Radiation tubes for heat treatment processes and sintering operations - Insulating sleeves and support shafts in electric heating systems - Crucibles and melting containers for metal processing and glass manufacturing - Guide rollers and structural components in continuous kiln systems
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Bangalore Ceramics, Karnataka
 Karnataka, India
Karnataka, India
ManufacturerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial High Alumina Ceramic Tubes And Shafts 94% To 99.7% Purity
Industrial high alumina ceramic tubes and shafts from 94% to 99.7% purity deliver exceptional thermal stability and mechanical strength for high-temperature applications including furnace systems and thermal processing equipment.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Bangalore Ceramics Karnataka, India
Karnataka, India
Manufacturer