undefined
Apparel & Fashion
Loading subcategories...
View More

Description
Industrial high temperature ceramic fiber cones represent premium thermal insulation solutions engineered for extreme heat environments. These precision-crafted components are manu...
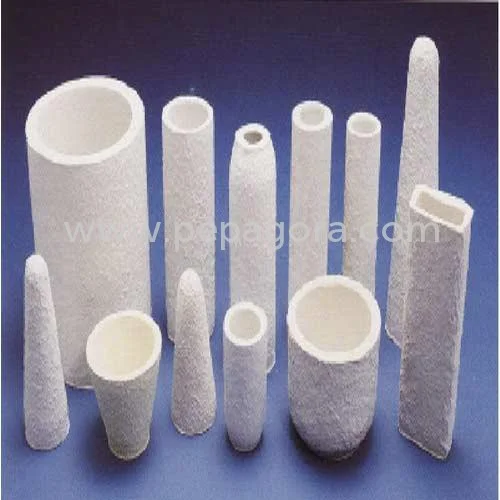
Industrial high temperature ceramic fiber cones represent premium thermal insulation solutions engineered for extreme heat environments. These precision-crafted components are manufactured from high-quality ceramic fibers, offering exceptional heat resistance and thermal stability. The conical design provides optimal insulation performance and efficient stress distribution, making them ideal for industrial applications where standard materials cannot withstand the operational demands. Their advanced construction ensures minimal heat storage and rapid thermal response, significantly improving process efficiency in high-temperature industrial operations. These ceramic cones find extensive application across heavy industries including metal processing, glass manufacturing, and thermal treatment facilities. In metal production, they serve as crucial insulation components in furnace linings and heat treatment equipment, maintaining consistent temperatures for quality results. The glass industry relies on them for precise thermal management in manufacturing processes, while various industrial heating applications benefit from their reliable performance in maintaining operational temperatures and protecting equipment from extreme heat conditions. Businesses utilizing ceramic fiber cones experience significant operational advantages through enhanced energy efficiency and reduced maintenance requirements. The exceptional thermal performance translates to extended equipment lifespan and minimized production interruptions, delivering substantial value for industrial operations. These components provide reliable performance in demanding conditions, ensuring consistent process outcomes and product quality. Their durable construction allows for long-term use with minimal replacement needs, making them a cost-effective investment for industrial thermal management requirements. Key Features: - Withstands extreme temperatures up to 1600°C consistently - Superior thermal insulation performance with low conductivity - Excellent resistance to thermal shock and rapid temperature changes - Maintains structural integrity under continuous high heat exposure - Durable construction for long service life in demanding conditions Benefits: - Enhanced energy efficiency through superior thermal insulation - Reduced maintenance costs and extended equipment lifespan - Consistent performance in extreme temperature environments - Improved operational safety with reliable heat containment - Cost-effective long-term thermal management solution
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Ceramic fiber cones deliver exceptional thermal insulation in extreme temperature industrial settings. Their robust construction maintains structural integrity under intense heat, making them essential for processes requiring consistent high-temperature performance and reliable thermal management across various manufacturing sectors. These cones serve critical roles in metal processing, glass production, and thermal treatment operations. Their superior heat resistance ensures optimal performance in furnace linings and high-temperature equipment, providing dependable insulation that enhances operational safety and energy efficiency in challenging industrial conditions. - Furnace and kiln insulation systems for metal heat treatment processes - Thermal barrier components in glass manufacturing and forming operations - High-temperature insulation in petrochemical processing equipment - Heat containment solutions for power generation and energy systems - Specialized thermal management in industrial heating and processing facilities
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Bharathi Refractory Technologies, Andhra Pradesh
 Andhra Pradesh, India
Andhra Pradesh, India
ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial High Temperature Ceramic Fiber Cones For Furnace Insulation
Industrial high temperature ceramic fiber cones provide reliable furnace insulation for extreme heat applications. Trusted by manufacturers for superior thermal stability and energy efficiency in demanding industrial environments.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Bharathi Refractory Technologies Andhra Pradesh, India
Andhra Pradesh, India
Manufacturer