undefined
Apparel & Fashion
Loading subcategories...
View More

Description
Our industrial carbon-free coolant hoses represent advanced cable protection technology specifically engineered for demanding high-temperature environments. Manufactured using prem...
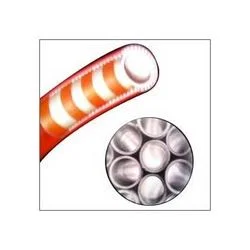
Our industrial carbon-free coolant hoses represent advanced cable protection technology specifically engineered for demanding high-temperature environments. Manufactured using premium non-conductive synthetic rubber compounds, these hoses provide exceptional durability and safety while completely eliminating carbon content to ensure absolute non-conductivity. Unlike conventional protective coverings, our coolant hoses maintain superior flexibility and resistance to thermal degradation through advanced manufacturing processes that guarantee consistent quality and reliable performance. Each hose undergoes rigorous quality testing to meet international standards for industrial safety, making them the preferred choice for operations prioritizing reliability and worker protection in extreme conditions. The product's construction ensures extended service life even under the most challenging industrial environments where temperature fluctuations and mechanical stress are daily occurrences. These coolant hoses find extensive application across multiple heavy industries where electrical safety and thermal protection are critical operational requirements. In steel manufacturing facilities, they provide essential protection for power cables exposed to extreme heat from molten metal processes and continuous casting operations. Glass manufacturing plants utilize these hoses to safeguard electrical systems in high-temperature forming, annealing, and tempering processes where consistent thermal protection is mandatory. The product serves vital functions in foundries, metal processing facilities, and industrial furnace operations where both heat resistance and electrical insulation prevent costly downtime and safety incidents. Chemical processing plants and power generation facilities benefit from their non-conductive properties in preventing electrical hazards while maintaining operational continuity in high-heat environments. The business value of our carbon-free coolant hoses extends beyond product specifications to deliver measurable operational advantages and cost savings. These hoses significantly reduce downtime by providing reliable protection that prevents cable failures and electrical incidents in critical manufacturing processes. Their extended service life translates to lower replacement costs and reduced maintenance requirements, offering substantial long-term savings while minimizing production interruptions. The non-conductive nature eliminates electrical hazards, enhancing workplace safety and reducing potential liability issues while ensuring compliance with industrial safety standards. Sourced from manufacturers with proven quality track records, these hoses represent a smart investment in operational reliability, safety compliance, and cost-effective maintenance strategies for industrial operations requiring dependable high-temperature cable protection solutions. Key Features: - Premium non-conductive synthetic rubber construction for maximum durability - Completely carbon-free composition ensuring absolute electrical safety - Superior heat resistance suitable for extreme temperature industrial environments - Exceptional flexibility maintained under continuous thermal stress and movement - Rigorous quality testing meeting international industrial safety standards Benefits: - Reduced operational downtime through reliable cable protection and failure prevention - Lower long-term costs with extended service life and reduced maintenance requirements - Enhanced workplace safety with non-conductive properties eliminating electrical hazards - Compliance with industrial safety standards and regulatory requirements - Consistent performance in extreme temperature conditions ensuring operational continuity
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Carbon-free coolant hoses deliver essential protection for industrial power cables operating under extreme thermal conditions. These specialized hoses prevent electrical conductivity risks while offering robust physical protection against abrasion, heat damage, and environmental factors in demanding industrial settings. Their non-conductive properties ensure operational safety where electrical hazards are constant concerns, maintaining performance integrity even during continuous thermal exposure across multiple shifts and production cycles. These coolant hoses serve critical functions across heavy industries requiring reliable cable protection systems. The manufacturing process utilizes advanced synthetic rubber compounds that maintain flexibility under continuous thermal stress, making them ideal where both mechanical protection and electrical safety are paramount. This combination ensures uninterrupted industrial operations while protecting valuable electrical infrastructure from heat-related degradation and potential safety hazards in high-temperature processing environments. - Protecting power cables in steel mill operations where molten metal creates extreme heat conditions - Shielding electrical systems in glass manufacturing facilities with high-temperature processing environments - Providing cable coverage in foundries and metal processing plants with intense thermal exposure - Securing electrical infrastructure in industrial furnaces and high-heat manufacturing processes - Ensuring safety in chemical plants where non-conductive cable protection is mandatory
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Arihant Hardware, Karnataka
 Karnataka, India
Karnataka, India
Trading CompanyDistributor / Wholesaler
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Carbon Free Coolant Hoses For High Heat Power Cable Protection
Industrial carbon-free coolant hoses provide durable high-heat protection for power cables in steel mills and glass manufacturing. Engineered for superior flexibility, reliability, and extended service life in extreme temperature environments.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Arihant Hardware Karnataka, India
Karnataka, India
Trading Company