undefined
Apparel & Fashion
Loading subcategories...
View More
Description
Our heavy-duty 1.5 HP borewell compressor represents engineering excellence specifically designed for challenging water extraction and borewell maintenance applications. This power...
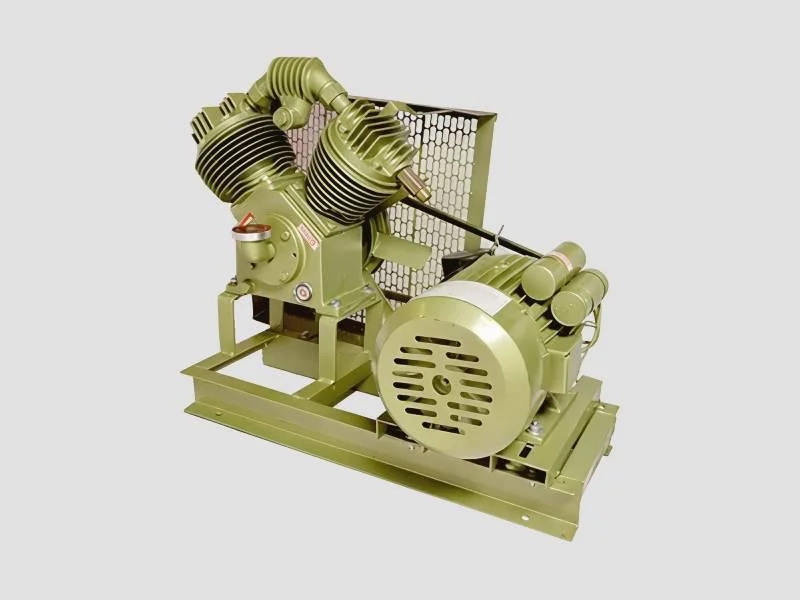
Our heavy-duty 1.5 HP borewell compressor represents engineering excellence specifically designed for challenging water extraction and borewell maintenance applications. This powerful compressor generates high-pressure air output optimized for deep well operations, ensuring reliable performance even under the most demanding conditions. Built around a robust 1.5 HP motor and premium-grade components, this compressor is engineered for extended service life with minimal maintenance requirements. The unit's durable construction withstands continuous operation while maintaining consistent pressure output, making it an ideal solution for various water management needs including borewell cleaning, efficient water lifting, and comprehensive maintenance operations. Across multiple industries, this borewell compressor proves invaluable for water management challenges. Agricultural operations rely on it for consistent irrigation water supply from deep borewells, while industrial facilities utilize it for process water requirements and compressed air applications. Municipal water departments deploy these compressors for groundwater extraction in public water supply systems, and construction companies depend on them for temporary water solutions at project sites. Maintenance service providers specifically choose this model for borewell rehabilitation projects, where its high-pressure capabilities effectively remove accumulated silt and debris from deep well structures. The business value of this borewell compressor extends beyond its technical specifications to deliver tangible operational benefits. Its reliable performance minimizes downtime during critical water extraction operations, while the durable construction reduces maintenance costs and extends equipment lifespan. The compressor's efficiency translates to lower energy consumption compared to conventional models, providing cost savings over time. Customization options allow businesses to tailor the unit to specific operational requirements, ensuring optimal performance for unique applications. This combination of reliability, efficiency, and adaptability makes it a smart investment for businesses prioritizing operational continuity and long-term value. Key Features: - Powerful 1.5 HP motor delivering consistent high-pressure output - Heavy-duty construction built for extended service life and durability - Optimized for deep well applications up to significant depths - Minimal maintenance design with accessible service components - Customization options available for specific operational requirements Benefits: - Reduced operational downtime through reliable performance in demanding conditions - Lower long-term costs with energy-efficient operation and minimal maintenance needs - Enhanced water extraction efficiency for improved agricultural and industrial output - Extended equipment lifespan through robust construction and quality components - Versatile application across multiple industries with customizable configurations
Specifications
| Attribute | Value |
|---|---|
| Motor PowerTypeApplicationConstruction |
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Our 1.5 HP borewell compressor serves critical functions in water management systems across multiple sectors. Its high-pressure output efficiently handles demanding tasks from deep well water extraction to thorough borewell maintenance, making it indispensable for operations requiring reliable compressed air solutions. The compressor's robust construction ensures consistent performance in various environmental conditions, from agricultural fields to industrial sites. This versatility makes it suitable for both routine water extraction and specialized cleaning operations where dependability is paramount for business continuity and operational efficiency. Real-world applications: Real-world applications: - Agricultural irrigation systems requiring consistent water supply from deep borewells - Municipal water supply projects for extracting groundwater from deep well sources - Industrial facilities needing reliable compressed air for water systems and processes - Borewell cleaning and maintenance services removing silt, sand, and debris - Construction sites requiring temporary water supply solutions from existing borewells
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

MR Engineering, Tamil Nadu Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & Machinery•Manufacturer
Factory Details
Factory SizeBelow 1000 sqm
1.5 HP Borewell Compressor For Deep Well Water Extraction And Cleaning
Heavy-duty 1.5 HP borewell compressor delivers high-pressure performance for deep well water extraction and cleaning. Built for reliability in agricultural, industrial, and residential applications with durable construction for long service life.
Min. Order Quantity: 1
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
MR Engineering
 Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & MachineryManufacturer