undefined
Apparel & Fashion
Loading subcategories...
View More
Description
The industrial block and bleed valve represents an advanced engineering solution that integrates multiple safety functions into a single, compact assembly designed for demanding in...
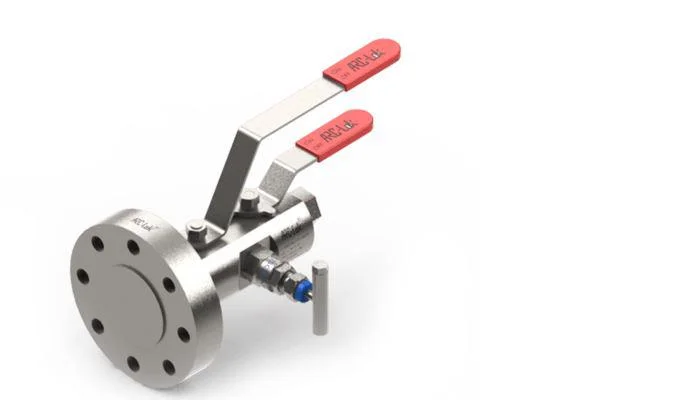
The industrial block and bleed valve represents an advanced engineering solution that integrates multiple safety functions into a single, compact assembly designed for demanding industrial applications. This specialized valve combines two block valves and one bleed valve within a unified housing, creating a robust mechanism that simultaneously isolates pipeline sections and safely vents trapped fluids or pressure. Unlike traditional multi-valve setups requiring separate components for blocking and bleeding functions, this integrated approach ensures coordinated operation while minimizing potential failure points. The valve's design prioritizes operational reliability through precision machining and quality materials selection, making it suitable for handling various fluids including hydrocarbons, chemicals, and gases across different pressure ratings and temperature ranges. Its construction focuses on delivering consistent performance under challenging conditions while maintaining ease of operation for maintenance personnel and system operators. Across industrial sectors, block and bleed valves serve critical roles in maintaining operational safety and system integrity. In oil and gas applications, they facilitate safe isolation during pipeline maintenance, wellhead operations, and storage tank management while preventing environmental contamination. Chemical processing plants utilize these valves for reactor isolation, transfer line safety, and during batch processing changes where cross-contamination risks must be eliminated. Power generation facilities incorporate them into cooling systems, fuel supply lines, and emissions control systems where reliable pressure management is essential. Water treatment plants deploy block and bleed valves for filter isolation and backflow prevention, while manufacturing facilities use them in hydraulic systems and compressed air networks where controlled depressurization supports equipment maintenance and worker safety protocols. The business value of implementing block and bleed valves extends beyond basic functionality to deliver substantial operational advantages and cost efficiencies. By consolidating multiple valve functions into a single assembly, organizations reduce installation costs, minimize maintenance requirements, and decrease inventory complexity. The integrated design enhances system reliability by eliminating potential leak paths between separate components while providing clear visual confirmation of valve position status. The valve's robust construction and quality manufacturing processes translate to extended service life and reduced total cost of ownership, while compliance with international safety standards provides assurance of performance reliability and regulatory compliance for industrial operators. Key Features: - Integrated dual block and single bleed valve in compact assembly - Robust construction with precision machining for reliable performance - Multiple end connection options including flanged and threaded - Clear position indication for both block and bleed functions - Suitable for various pressure ratings and temperature ranges Benefits: - Enhanced operational safety through controlled isolation and venting - Reduced installation space and simplified piping configurations - Lower maintenance costs with fewer components and leak points - Improved system reliability with coordinated valve operation - Compliance with industry safety standards and regulations
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Block and bleed valves deliver critical safety functions by enabling secure pipeline isolation during maintenance or emergency shutdowns. This dual-function valve combines blocking and bleeding capabilities to prevent accidental fluid release while allowing controlled depressurization, making it essential for high-risk environments where system integrity and personnel safety are paramount. These valves streamline complex piping configurations by replacing multiple valve assemblies with a single integrated unit, reducing potential leak points and simplifying operational procedures for technicians. Industrial facilities rely on block and bleed valves for routine maintenance, system testing, and emergency isolation across various pressure and temperature conditions. The compact design accommodates space-constrained installations while maintaining full functionality for both blocking fluid flow and bleeding trapped pressure. This versatility makes the valve suitable for permanent installations and temporary applications where reliable isolation and venting capabilities ensure safe operational continuity. - Pipeline maintenance and repair operations in oil and gas transmission systems - Process isolation during equipment calibration in chemical manufacturing plants - Pressure relief and fluid drainage in power generation cooling systems - Safety shutdown procedures in refinery and petrochemical processing units - Instrumentation protection during testing of industrial control systems
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

ARCELLOR CONTROLS INDIA, Gujarat Gujarat, India
Gujarat, India
Industrial Equipment & Machinery•ManufacturerDistributor / Wholesaler
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Block And Bleed Valve For Oil Gas Chemical Pipeline Safety
Industrial block and bleed valve provides reliable pipeline isolation and safe pressure venting in oil, gas, and chemical applications. This compact assembly ensures operational safety during maintenance while reducing installation costs and space requirements.
Min. Order Quantity: 1 Pieces
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
ARCELLOR CONTROLS INDIA
 Gujarat, India
Gujarat, India
Industrial Equipment & MachineryManufacturer
