undefined
Apparel & Fashion
Loading subcategories...
View More
Description
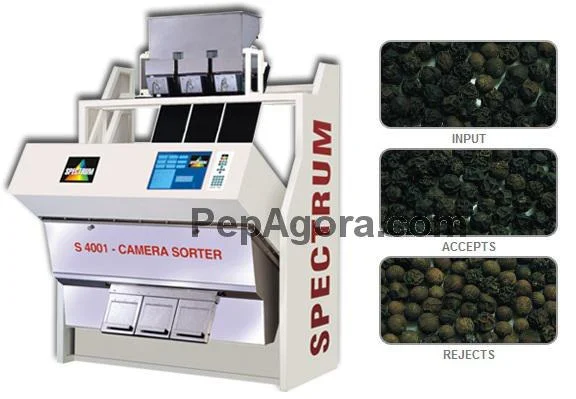
The Industrial Black Pepper Color Sorter Machine represents state-of-the-art optical sorting technology specifically engineered for the spice processing industry. This fully automa...
The Industrial Black Pepper Color Sorter Machine represents state-of-the-art optical sorting technology specifically engineered for the spice processing industry. This fully automatic system utilizes advanced camera technology that performs 6000 scans per second, creating detailed images of each pepper seed for precise quality assessment. The machine compares product data against user-defined parameters to instantly identify and remove defective seeds using high-speed pneumatic ejection systems. Built with dimensional accuracy and structural integrity, this sorter delivers dependable, seamless performance that meets the rigorous demands of modern food processing operations. Its fully computer-controlled operation ensures consistent results across all production batches, making it an essential tool for businesses prioritizing quality assurance and operational efficiency in their processing lines. This industrial color sorting machine serves multiple sectors within the food processing industry, with particular focus on spice processors, wholesale distributors, and packaging companies targeting both domestic and international markets. Food manufacturing facilities that use pepper as a primary ingredient benefit from the consistent quality output, while quality control departments appreciate the machine's ability to ensure compliance with stringent food safety standards. The system's 230V operation and customizable dimensions make it suitable for operations of various scales, from medium-sized processing plants to large industrial facilities handling substantial quantities. Industries requiring premium quality pepper for retail markets, food service applications, and hospitality sectors find this technology indispensable for maintaining product consistency and brand reputation in competitive markets. The Industrial Black Pepper Color Sorter delivers substantial business value through enhanced operational efficiency and significant waste reduction. Its precision sorting capability minimizes the loss of good product, directly impacting profitability through higher yield rates and improved resource utilization. The machine's reliable performance ensures continuous operation with minimal downtime, while its energy-efficient 2-kilowatt power consumption and quality components reduce long-term operational expenses. Businesses benefit from reduced manual labor requirements and lower sorting costs, while the system's consistent performance helps maintain product quality standards. The machine's robust construction and dependable operation provide long-term value through reduced maintenance needs and extended service life, making it a sound investment for quality-focused processing operations. Key Features: - High-speed camera technology performing 6000 scans per second for precision sorting - Fully automatic control system requiring minimal operator intervention - Advanced pneumatic ejection system for accurate defect removal - Customizable dimensions to fit various production facility layouts - Robust construction with dependable performance for continuous operation Benefits: - Achieves 99.9% sorting accuracy for superior quality control - Reduces manual labor costs through fully automatic operation - Minimizes product waste by preserving good pepper seeds - Ensures consistent quality output across all production batches - Provides reliable performance with minimal maintenance requirements
Specifications
| Attribute | Value |
|---|---|
| Application | Black Pepper |
| Certification | |
| Condition | New |
| Control Systerm | Fully Automatic |
| Dimension(L*W*H) | Customized |
| Power(W) | Kilowatt,2 |
| Supply Type | OEM |
| Type | Color Sorter |
| Voltage | Volt,230 |
| Warranty | |
| Weight | Customized |
| performance | dependable and seamless |
| Feature | Accuracy and Perfection |
| Packaging | Wooden Cases |
| Additional Information | |
|---|---|
| Country of Origin | 106 |
| Customisable | No |
Application
This advanced black pepper color sorter machine provides exceptional performance in food processing facilities, ensuring only premium quality pepper reaches final packaging. Its sophisticated optical sorting technology identifies and removes defective seeds, foreign materials, and discolored pieces with unmatched precision, making it essential for producers targeting export markets and premium quality segments where consistency matters most. This industrial-grade sorting solution serves spice processors, wholesale distributors, and packaging operations requiring consistent quality output. The system's fully automatic operation adapts to various pepper grades and processing volumes, while its robust construction ensures continuous performance in demanding production environments. Businesses achieve significant advantages through reduced manual sorting costs and improved product uniformity across all batches. - Large-scale spice processing plants producing export-quality black pepper - Wholesale distributors maintaining consistent quality across bulk shipments - Food manufacturing facilities using pepper as ingredient in processed foods - Packaging operations serving retail markets and hospitality sectors - Quality control departments ensuring compliance with international food standards
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Spectrum Industries, Karnataka Karnataka, India
Karnataka, India
Food & Agriculture•ManufacturerImporter / Exporter
Factory Details
Factory Size1000-5000 sqm
Annual Production Capacity0
Main Markets
North America
Oceania
Northern Europe
South America
Mid East
Southern Europe
Eastern Europe
Eastern Asia
South Asia
Southeast Asia
Western Europe
Africa
Central America
Domestic
Industrial Black Pepper Color Sorter Machine Fully Automatic 230V
Industrial Black Pepper Color Sorter Machine delivers fully automatic precision sorting with 6000 scans/sec camera technology, achieving 99.9% accuracy in removing defective seeds for food processing quality control.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Spectrum Industries
 Karnataka, India
Karnataka, India
Food & AgricultureManufacturer






