undefined
Apparel & Fashion
Loading subcategories...
View More

Description
Our industrial belt conveyors represent reliable material handling solutions designed to meet the diverse needs of modern industrial operations. These durable systems feature conti...
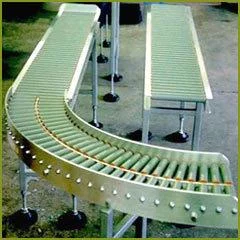
Our industrial belt conveyors represent reliable material handling solutions designed to meet the diverse needs of modern industrial operations. These durable systems feature continuous loop belts rotating between two pulleys, providing dependable transportation for both regular and irregular shaped products across various industrial settings. Engineered for compatibility with all power supply types, our conveyors offer exceptional flexibility in conveying path configurations including curves and inclines while maintaining operational economy. The design prioritizes durability and long-term dependability, ensuring consistent performance even when handling light to medium loads in demanding industrial environments. These conveyor systems find extensive application across multiple industries including manufacturing, logistics, mining, food processing, and packaging sectors. In automotive manufacturing plants, they facilitate seamless part movement along assembly lines. Warehousing and distribution centers utilize them for efficient package sorting and transportation operations. The food processing industry relies on these conveyors for hygienic material handling, while mining operations benefit from their robust construction for bulk material transport. Pharmaceutical manufacturers value their reliability for moving finished products safely through production facilities with minimal disruption. The business value of our belt conveyors lies in their exceptional reliability and cost-effectiveness. These systems significantly reduce operational expenses through low energy consumption and minimal maintenance requirements. The robust construction guarantees long service life and reduced downtime, while the flexibility in handling various product types and shapes translates to increased operational efficiency and throughput. Businesses achieve improved return on investment through enhanced productivity and reduced material handling costs, making these conveyors a practical investment for sustainable operational growth and efficiency improvements. Key Features: - Compatible with all power supply types for universal industrial application - Efficient handling of both regular and irregular shaped products - Flexible conveying path options including curves and inclines - Robust construction with two pulley system and continuous loop belt - Durable design built for long-term reliable performance Benefits: - Reduced operational costs through energy efficiency and low maintenance - Increased productivity with reliable continuous material handling - Versatile application across multiple industries and environments - Long service life with minimal downtime and maintenance requirements - Improved operational efficiency through flexible product handling capabilities
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
These belt conveyors serve as essential material handling systems across multiple industrial sectors. Their ability to transport both regular and irregular shaped items makes them indispensable in manufacturing plants, warehousing operations, and distribution centers. These systems efficiently handle everything from small components to medium-weight packages with consistent reliability, ensuring smooth operational flow in demanding environments where continuous material movement is critical for productivity and efficiency. These conveying solutions excel in applications requiring specific layout configurations, curved paths, or inclines. Their flexible design allows seamless integration into existing production lines without requiring major modifications. Industries benefit from low operational costs and minimal maintenance requirements while achieving high throughput rates. The simple yet robust construction ensures long-term performance even under continuous operation conditions, making them a practical choice for various material handling needs. - Assembly line part transportation in automotive manufacturing facilities - Package sorting and movement in e-commerce fulfillment warehouses - Bulk material handling in food processing and packaging operations - Raw material transport in mining and aggregate production facilities - Finished goods movement in pharmaceutical manufacturing plants
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Adarsha Engineers, Karnataka
 Karnataka, India
Karnataka, India
ManufacturerDistributor / Wholesaler
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Belt Conveyors For Material Handling With Durable Design
Industrial belt conveyors for efficient material handling with durable design. These reliable systems handle light to medium loads, compatible with all power supplies, and transport both regular and irregular shaped products across various industrial applications.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Adarsha Engineers Karnataka, India
Karnataka, India
Manufacturer