undefined
Apparel & Fashion
Loading subcategories...
View More

Description
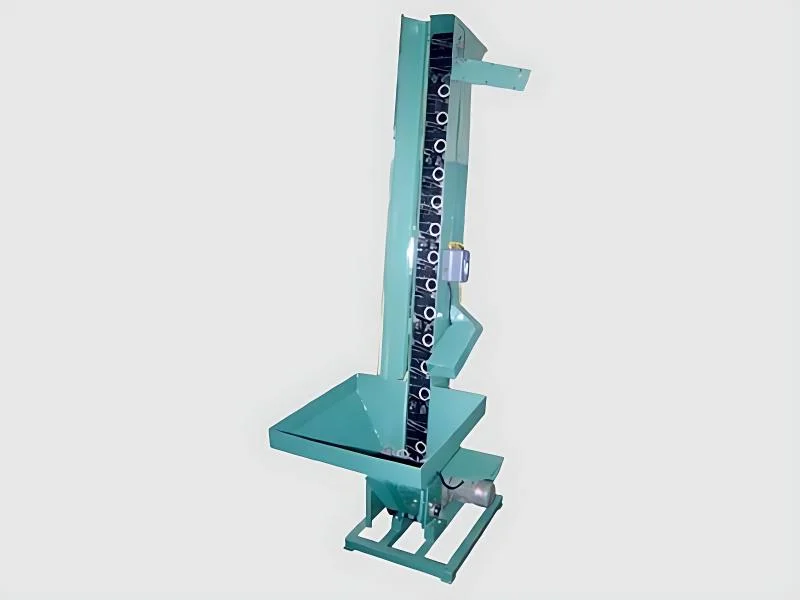
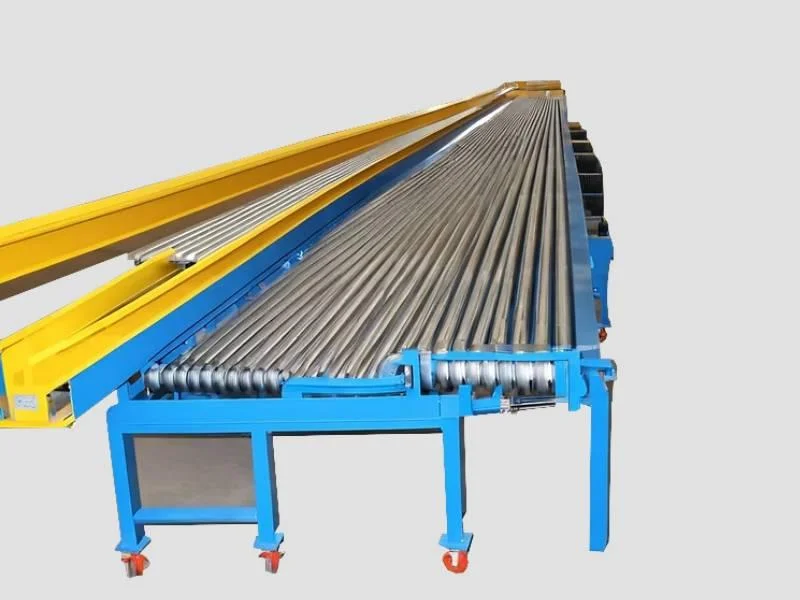
Belt conveyors represent robust material handling systems engineered for efficient transportation of goods, bulk materials, and components across various distances. These systems f...
Belt conveyors represent robust material handling systems engineered for efficient transportation of goods, bulk materials, and components across various distances. These systems feature a continuous belt loop driven by pulleys and supported by rollers or flat beds, ensuring smooth and reliable operation. Available in multiple designs including flat, inclined, troughed, and cleated configurations, they accommodate everything from lightweight apparel items to heavy bulk materials. Constructed from durable materials such as rubber, PVC, PU, or stainless steel, belt conveyors offer exceptional flexibility and longevity, making them fundamental components in modern industrial operations for businesses seeking scalable material handling solutions. In the apparel industry, belt conveyors play an indispensable role in streamlining production and distribution processes. They facilitate the seamless movement of garments, textiles, and accessories through cutting, sewing, finishing, and packaging stages, significantly reducing manual handling while minimizing product damage. Beyond apparel applications, these systems are widely utilized across logistics, warehousing, packaging, food processing, and manufacturing sectors. Their inherent versatility allows adaptation to diverse operational environments, ranging from hygienic food-grade settings to demanding industrial conditions, ensuring efficient material flow across multiple industries while enhancing overall productivity and operational consistency. Belt conveyors deliver substantial business value through improved operational efficiency, reduced labor costs, and minimized downtime. Their proven reliability ensures consistent performance even under high-demand conditions, while their adaptable nature allows integration with specific operational requirements such as incline angles, belt materials, and load capacities. This combination of reliability and adaptability makes them a trusted choice for businesses seeking durable, cost-effective material handling solutions that seamlessly integrate into existing workflows. The systems support long-term operational growth through reduced maintenance needs and consistent performance, providing a solid foundation for expanding material handling capabilities. Key Features: - Continuous belt loop powered by pulleys for smooth material transportation - Multiple design options including flat, inclined, troughed, and cleated configurations - Durable construction using materials like rubber, PVC, PU, or stainless steel - Customizable dimensions and specifications to match operational requirements - Roller or flat pan support systems ensuring stable material handling Benefits: - Enhanced operational efficiency through automated material movement - Reduced labor costs by minimizing manual handling requirements - Consistent performance under high-demand operating conditions - Minimal product damage during transportation processes - Seamless integration with existing workflows and systems
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Belt conveyors are essential in apparel manufacturing, streamlining the movement of garments and textiles through production stages. They ensure smooth handling from cutting and sewing to packaging, reducing manual labor and preventing damage. These systems enhance operational efficiency while supporting high-volume production demands in fashion and textile facilities. In packaging and material handling sectors, belt conveyors facilitate seamless transfer of cartons, parcels, and bulk materials. They serve critical roles in warehousing, distribution centers, and manufacturing plants, adapting to various environments from clean rooms to industrial settings. Their versatility supports just-in-time delivery and integrates easily with existing workflows for reliable material transportation. - Moving garments between sewing stations and packaging areas in apparel manufacturing facilities - Transporting packaged goods and cartons through warehouse distribution systems - Handling bulk materials in food processing and agricultural operations - Supporting assembly lines by moving components between production stages - Facilitating efficient parcel handling in logistics hubs and transportation terminals
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Bharath Engineering Works, Karnataka Karnataka, India
Karnataka, India
31 yrs
Industrial Equipment & Machinery•Manufacturer
Turn Over
Above ₹10 Crore
Factory Details
Factory Size1000-5000 sqm
Annual Production Capacity0
Belt Conveyors For Apparel Packaging Material Handling Industries
Belt conveyors efficiently transport goods and materials across apparel, packaging, and material handling industries. These reliable systems offer smooth operation and durable construction for seamless integration into your operations.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Bharath Engineering Works
 Karnataka, India
Karnataka, India
Industrial Equipment & MachineryManufacturer