undefined
Apparel & Fashion
Loading subcategories...
View More
Description
API certified pipes are precision-engineered tubular products designed for the rigorous demands of high-pressure fluid and gas transportation. Manufactured under strict API certifi...
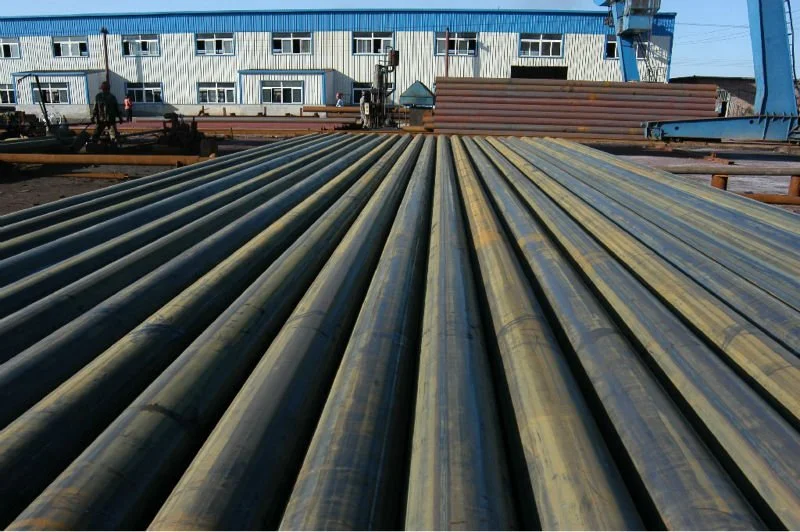
API certified pipes are precision-engineered tubular products designed for the rigorous demands of high-pressure fluid and gas transportation. Manufactured under strict API certification standards, these pipes guarantee exceptional performance, durability, and superior pressure resistance. Available in outer diameters from 101.6 mm to 355.6 mm with a robust 9 mm thickness, they are constructed using the ERW (Electric Resistance Welding) technique and feature a galvanized surface treatment for enhanced corrosion protection. Sourced from certified manufacturing lines, these non-secondary pipes are a trusted solution for critical sectors including oil and gas transmission, water supply systems, and urban gas distribution networks, backed by global reliability standards. These pipes are extensively utilized across the oil and gas industry for transporting crude oil, natural gas, and refined products through vast pipeline networks. They are equally critical for city gas distribution projects, ensuring safe delivery to end consumers. Beyond energy, they are employed in petrochemical plants for process piping, in construction for structural applications, and in industrial plumbing for high-pressure systems. Their certified robustness makes them suitable for both onshore and offshore environments, including demanding roles as casing and tubing in well drilling operations, where integrity under pressure is non-negotiable. The primary business value lies in their proven reliability and adherence to internationally recognized certifications like API, UL, and CE, which facilitate global trade and project approvals. These pipes significantly reduce long-term operational risks, maintenance costs, and downtime due to their superior construction and pressure-handling capabilities. For importers, distributors, and project planners, they offer a dependable product that meets stringent quality benchmarks, enhancing supply chain confidence and suitability for both large-scale infrastructure and specialized industrial applications. This focus on certified quality provides a distinct competitive advantage in markets that prioritize safety and longevity. Key Features: - API, UL, and CE certifications ensuring global compliance and quality assurance. - Robust construction with a 9 mm wall thickness and outer diameters from 101.6 mm to 355.6 mm. - Manufactured using the ERW technique with a galvanized surface for superior corrosion resistance. - Engineered for superior pressure handling capacity in high-stress industrial environments. - Sourced from certified, ready-to-use manufacturing lines for consistent quality and reliability. Benefits: - Ensures operational safety and infrastructure longevity with internationally certified quality standards. - Reduces maintenance frequency and lifecycle costs through durable, corrosion-resistant construction. - Provides reliable performance under extreme pressure, minimizing the risk of failures and downtime. - Facilitates easier project approvals and compliance for global infrastructure and energy projects. - Offers a trusted solution for importers and distributors, enhancing supply chain reliability and market acceptance.
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
API certified pipes are engineered for high-pressure fluid and gas transportation in critical infrastructure. Their robust construction and adherence to international standards like API, UL, and CE make them indispensable for projects where safety, longevity, and consistent performance under extreme conditions are mandatory. These pipes ensure minimal maintenance and reliable operation over extended periods, supporting the backbone of major industrial networks. These pipes serve as the core component for transmission and distribution networks across multiple heavy industries. From onshore pipelines to offshore platforms, they provide a reliable conduit for hydrocarbons, water, and other industrial fluids. Industries such as oil and gas exploration, city gas distribution, and petrochemical processing rely on their certified quality and pressure resistance for both new installations and system upgrades, ensuring infrastructure integrity. - Long-distance oil and gas pipeline systems for safe and efficient hydrocarbon transport. - City gas distribution networks ensuring reliable supply to residential and commercial areas. - High-pressure water supply and sewage pipelines requiring durability and leak-proof performance. - Structural and mechanical support applications in construction and industrial plant setups. - Casing and tubing in oil well drilling operations for secure and efficient extraction.
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Shipping & Logistics
| Shipping Internationally | No | |
| Methods | -- | |
| IncoTerms | -- | |
| Port of Dispatch | Mumbai | |
| Packaging Type | -- | |
| Units per Package | -- | |
| Barcode / HSN / GTIN / UPC | -- | |
| Dispatch Lead time | -- |
Company Profile
APL APOLLO TUBES LIMITED, New Delhi
 New Delhi, India
New Delhi, India
ManufacturerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
API Certified Pipes For Oil And Gas Transport With Superior Pressure Handling
API certified pipes for oil and gas transport offer superior pressure handling and durability. Manufactured up to 14 inches with API, UL, and CE certifications for global reliability in demanding industrial applications.
Min. Order Quantity: 25 Metric
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
APL APOLLO TUBES LIMITED New Delhi, India
New Delhi, India
Manufacturer





