undefined
Apparel & Fashion
Loading subcategories...
View More
Description
API 5L Pipes represent the industry benchmark for energy transportation infrastructure, engineered to meet rigorous international specifications for demanding oil and gas applicati...
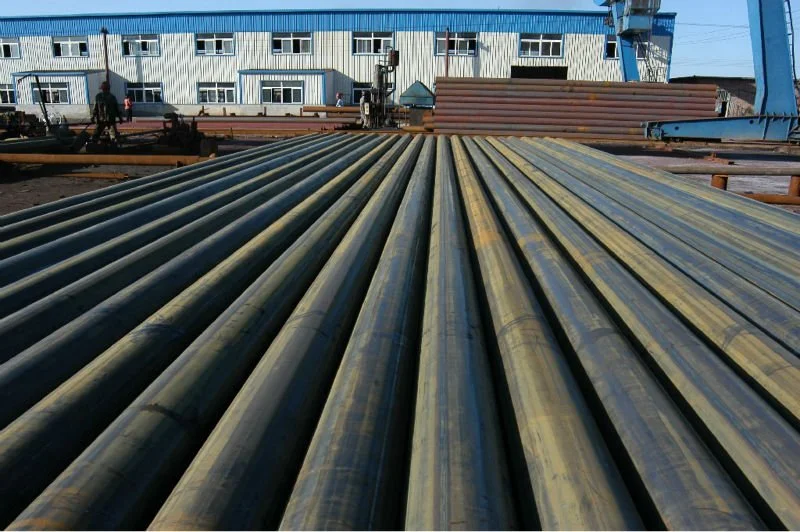
API 5L Pipes represent the industry benchmark for energy transportation infrastructure, engineered to meet rigorous international specifications for demanding oil and gas applications. These pipes demonstrate exceptional performance characteristics with superior pressure resistance capabilities, robust construction quality, and outstanding durability in challenging operational environments. Manufactured using advanced ERW techniques with protective surface treatments, they ensure long-term reliability and consistent performance in the most demanding applications. The manufacturing expertise brings ready-to-use API-certified production capabilities, delivering pipes with consistent quality metrics that meet global energy sector requirements and international standards for critical infrastructure projects. These pipes serve vital roles across multiple industries, primarily in oil and gas transportation where safety protocols and operational reliability are non-negotiable requirements. The expanding city gas distribution sector represents a significant growth area where these API-certified pipes provide essential infrastructure for safe gas delivery to urban centers and industrial zones. Beyond energy transportation applications, they find extensive usage in water supply networks, industrial processing facilities, and construction projects requiring high-strength piping solutions with certified performance standards. The comprehensive certification compliance makes them suitable for international projects where quality assurance cannot be compromised, serving distributors, wholesalers, and large-scale project developers across global energy markets and infrastructure development sectors. The business value of API 5L Pipes lies in their proven reliability and consistent performance that addresses specific project requirements across various applications. These products offer enhanced market opportunities through comprehensive quality certifications, making them competitive in international markets and large-scale infrastructure projects. Their robust construction significantly reduces maintenance costs and extends service life, providing substantial long-term value for infrastructure investments and operational efficiency. The manufacturer's strategic focus on quality assurance and technical excellence creates distinctive advantages for distributors and project developers seeking reliable piping solutions for energy infrastructure development and industrial applications worldwide. Key Features: - API certification ensuring compliance with international quality standards - Superior pressure resistance capacity for high-demand applications - Robust construction with consistent wall thickness and round section design - Corrosion-resistant surface treatment for extended service life - ERW manufacturing technique ensuring structural integrity and reliability Benefits: - Certified quality standards ensuring project compliance and safety - Enhanced pressure capability supporting demanding operational requirements - Durable construction reducing maintenance needs and replacement costs - Corrosion protection extending product lifespan in harsh environments - Consistent manufacturing quality ensuring reliable long-term performance
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
API 5L Pipes serve as essential components in energy transportation systems, specifically engineered for high-pressure fluid conveyance in oil and gas networks. Their certified quality and exceptional pressure resilience make them ideal for both upstream extraction operations and downstream distribution applications where operational safety and long-term reliability are critical requirements for project success and infrastructure integrity across global energy markets. These versatile pipes extend beyond traditional oil and gas transmission to multiple industrial sectors requiring dependable piping solutions. Their corrosion-resistant properties and structural integrity make them suitable for city gas distribution networks, municipal water supply systems, and industrial processing plants that demand certified performance standards and durable infrastructure capable of withstanding challenging environmental conditions and operational demands. - Oil and gas transmission pipelines for crude oil and refined petroleum products - City gas distribution networks serving residential and commercial areas - Water transportation systems in municipal and industrial settings - Structural applications in construction and major infrastructure projects - Casing and tubing systems for oil and gas exploration operations
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Shipping & Logistics
| Shipping Internationally | No | |
| Methods | -- | |
| IncoTerms | -- | |
| Port of Dispatch | Mumbai | |
| Packaging Type | -- | |
| Units per Package | -- | |
| Barcode / HSN / GTIN / UPC | -- | |
| Dispatch Lead time | -- |
Company Profile
APL APOLLO TUBES LIMITED, New Delhi
 New Delhi, India
New Delhi, India
ManufacturerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Oil And Gas API 5L Pipes With Pressure Resistance And Corrosion Resistance
API 5L Pipes deliver superior pressure resistance and corrosion resistance for demanding oil and gas applications. These API-certified pipes ensure reliable performance in critical infrastructure with robust construction and international quality standards.
Min. Order Quantity: 25 Metric
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
APL APOLLO TUBES LIMITED New Delhi, India
New Delhi, India
Manufacturer