undefined
Apparel & Fashion
Loading subcategories...
View More
Description
Our industrial anhydrides represent premium chemical intermediates manufactured under strict quality control protocols using high-grade raw materials. These compounds are engineere...
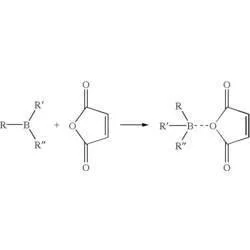
Our industrial anhydrides represent premium chemical intermediates manufactured under strict quality control protocols using high-grade raw materials. These compounds are engineered for exceptional reactivity and purity, serving as versatile building blocks in complex organic synthesis processes. We provide consistent formulations and concentrations to meet specific reaction requirements, ensuring optimal performance in every application. Our reliable supply chain guarantees steady availability for pharmaceutical manufacturers, flavor and fragrance producers, and specialty chemical companies that demand excellence in their raw material inputs. Pharmaceutical industries depend on our anhydrides for synthesizing critical active ingredients where consistent quality directly impacts product safety and effectiveness. Flavor and fragrance manufacturers utilize these intermediates to create stable, high-purity esters that define product characteristics and performance. The polymer industry employs anhydrides as cross-linking agents and hardeners, while agricultural chemical producers incorporate them into advanced formulations. These diverse applications span active pharmaceutical ingredient manufacturing, food additive production, cosmetic chemistry, industrial resin systems, and agrochemical development, demonstrating exceptional versatility across multiple industrial sectors. Businesses select our anhydrides for their proven reliability in sensitive manufacturing processes where batch-to-batch consistency reduces production risks and quality control expenses. Our products undergo rigorous testing for purity, moisture content, and reactivity profiles, ensuring they meet stringent industry standards. We offer various packaging solutions including moisture-resistant containers and drum options to preserve product integrity during storage and transportation. This commitment to quality translates into reduced operational downtime, improved production yields, and enhanced final product performance for clients across global markets. Key Features: - Manufactured from premium-grade raw materials under strict quality control - Consistent concentrations and formulations for specific application requirements - Low moisture content and high chemical purity ensured through advanced processing - Available in multiple packaging options including moisture-resistant containers - Reliable reactivity profiles and batch-to-batch uniformity guaranteed Benefits: - Enhanced production efficiency through consistent chemical performance - Reduced quality control costs with guaranteed batch-to-batch uniformity - Improved end-product quality with high-purity chemical intermediates - Flexible packaging options that preserve product integrity during storage - Reliable supply chain ensuring consistent availability for manufacturing needs
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Industrial anhydrides serve as essential intermediates in pharmaceutical synthesis, enabling precise molecular modifications for active ingredient development. Their reactive properties support esterification and acylation processes critical for drug manufacturing, ensuring consistent quality in pharmaceutical production and research applications worldwide. Beyond pharmaceuticals, these anhydrides are fundamental in creating distinctive flavors and fragrances where purity directly influences sensory characteristics. They also enhance polymer production, agricultural formulations, and specialty chemical manufacturing, providing versatile reactivity for industrial applications requiring high-performance chemical building blocks and specialized synthesis capabilities. - Pharmaceutical intermediate synthesis for antibiotics and cardiovascular medications - Production of food-grade flavor enhancers and artificial ester compounds - Manufacturing of synthetic fragrances for perfumes and personal care products - Curing agent in epoxy resins and polymer cross-linking processes - Agricultural chemical production for herbicides and plant growth regulators
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Adarsh Chemicals, Tamil Nadu
 Tamil Nadu, India
Tamil Nadu, India
Raw Materials & Chemicals•Distributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Anhydrides For Pharmaceuticals Flavors And Perfumes High Purity
High-purity industrial anhydrides for pharmaceuticals, flavors, and perfumes manufacturing. Premium quality chemical intermediates ensure reliable performance and consistent results for demanding production processes.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Adarsh Chemicals Tamil Nadu, India
Tamil Nadu, India
Raw Materials & ChemicalsDistributor / Wholesaler