undefined
Apparel & Fashion
Loading subcategories...
View More

Description
Our OEM Industrial Ammonia Storage Tanks are designed for maximum reliability and safety in handling anhydrous ammonia. Built as standard, new-condition units, they offer straightf...
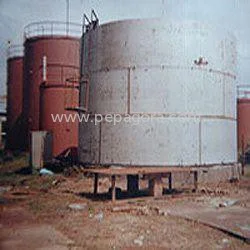
Our OEM Industrial Ammonia Storage Tanks are designed for maximum reliability and safety in handling anhydrous ammonia. Built as standard, new-condition units, they offer straightforward installation and robust performance for long-term storage. The tanks feature corrosion-resistant construction and manual operation, ensuring durability and user-friendly control. With a 90% rated filling capacity, they optimize storage space while adhering to critical safety margins. We provide negotiable pricing to fit various project budgets without compromising on the quality or integrity required for safe ammonia containment. These tanks serve a vital role in multiple core industries. In agriculture, they are the backbone for storing ammonia used in fertilizer production. Chemical plants rely on them for raw material storage and process supply. They are integral to large-scale industrial refrigeration, water treatment facilities for pH control, and cooling operations in power generation. The standardized design ensures compatibility with existing industrial infrastructure, meeting the specific pressure and capacity requirements of sectors from pharmaceuticals to metal treatment, where consistent ammonia supply is non-negotiable. We prioritize on-time delivery and consistent product performance to keep your operations uninterrupted. Each tank is manufactured to precise OEM specifications, guaranteeing reliability and an extended service life even in corrosive environments. The investment delivers clear value through enhanced operational safety, reduced maintenance needs due to corrosion resistance, and efficient storage utilization. You can trust these tanks for your most critical applications where leak prevention, durability, and dependable performance are essential for both productivity and regulatory compliance. Key Features: - OEM standard industrial ammonia storage tanks for reliable performance. - Corrosion-resistant construction ensures long-term durability and safety. - Manual operation system for straightforward and direct control. - 90% rated filling capacity optimizes storage while maintaining safety margin. - New condition units built to standard specifications for consistent quality. Benefits: - Provides a safe and secure storage solution for hazardous anhydrous ammonia. - Corrosion resistance extends equipment lifespan and reduces maintenance costs. - Easy installation and manual operation minimize setup time and operational complexity. - High 90% filling capacity maximizes storage efficiency for better space utilization. - OEM standard manufacturing guarantees reliability and compatibility with industrial systems.
Specifications
| Attribute | Value |
|---|---|
| Type | Ammonia Storage Tanks |
| Supply Type | OEM |
| Price | Negotiable |
| Condition | New |
| Standard or Nonstandard | Standard |
| Advantage | Easy to install |
| Resistant | Corrosion resistant |
| Application | Industrial Applications |
| Delivery | On Time Delivery |
| Transmission Type | Manual |
| Rated Filling Rate | 90% |
| Use to Store | Ammonia |
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
These robust ammonia storage tanks are engineered for secure, long-term storage of anhydrous ammonia in demanding industrial settings. They are built to ensure operational safety, prevent leaks, and maintain structural integrity under harsh conditions, providing a reliable solution for critical storage needs across various sectors. Industries that depend on these tanks include agriculture for fertilizer production, chemical manufacturing plants, large-scale refrigeration systems, and water treatment facilities. They are also essential for pharmaceutical production, food processing, metal treatment operations, and energy generation, where safe and efficient ammonia handling is paramount for continuous operations. - Storing anhydrous ammonia for agricultural fertilizer production and application. - Supporting industrial refrigeration and large-scale cooling systems. - Serving as primary storage in chemical manufacturing and processing plants. - Holding ammonia for use in water treatment and purification processes. - Providing bulk storage for ammonia used in pharmaceutical synthesis and food processing.
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Krison Engineering Works, Gujarat
 Gujarat, India
Gujarat, India
Industrial Equipment & Machinery•Manufacturer
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
Eastern Asia
Industrial Ammonia Storage Tanks OEM Corrosion Resistant Easy Install
Industrial Ammonia Storage Tanks OEM for safe, high-capacity anhydrous ammonia storage. Features corrosion-resistant construction, easy installation, and 90% filling capacity for reliable industrial applications.
Min. Order Quantity: 1 Pieces
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Krison Engineering Works Gujarat, India
Gujarat, India
Industrial Equipment & MachineryManufacturer