undefined
Apparel & Fashion
Loading subcategories...
View More
Description
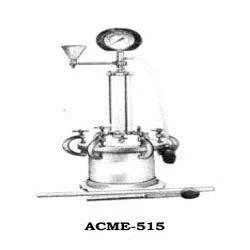
The Concrete Testing Air Entrainment Meter is a precision instrument designed for accurate measurement of air content in concrete mixtures, essential for ensuring material durabili...
The Concrete Testing Air Entrainment Meter is a precision instrument designed for accurate measurement of air content in concrete mixtures, essential for ensuring material durability and structural performance. With a 0.1 cubic meter capacity and compatibility for aggregates up to 150mm, it accommodates a broad spectrum of concrete testing requirements across various mix designs. The unit arrives complete with essential replacement components including a rubber pressure bulb with tube and vessel gasket, providing users with reliable operation and reduced maintenance needs. Engineered to deliver consistent and precise results, this meter serves as an indispensable tool for professionals who prioritize quality assurance in concrete production and construction applications where accurate air content measurement directly impacts material performance. This testing instrument finds extensive application across multiple sectors including ready-mix concrete production, precast manufacturing, civil engineering projects, and large-scale infrastructure development. In ready-mix facilities, it ensures production batches meet specified air content standards necessary for freeze-thaw resistance in varying climatic conditions. Precast manufacturers depend on it to maintain consistency in structural elements like beams, columns, and panels. Civil engineering firms utilize it on construction sites to verify quality of poured concrete, while major infrastructure projects including bridges, highways, and tunnels rely on its measurement accuracy for long-term structural durability and compliance with international construction standards and regulatory requirements. The business value of this air entrainment meter centers on its operational reliability, durable construction, and cost-efficient performance. Its robust design minimizes operational downtime in demanding testing environments, while the included spare components extend service life and reduce long-term ownership costs. By ensuring precise air content measurements, it helps prevent structural failures, reduces material waste through accurate mix verification, and supports compliance with regulatory standards. This protection of material investments and reinforcement of concrete quality assurance builds trust among project stakeholders and contributes to successful project outcomes through reliable quality control processes. Key Features: - 0.1 cubic meter capacity suitable for standard concrete batch testing - Compatibility with aggregates up to 150mm for diverse mix designs - Included rubber pressure bulb with tube for consistent pressure application - Provided vessel gasket ensures airtight sealing during measurements - Durable construction engineered for long-term use in demanding conditions Benefits: - Accurate air content measurement ensures concrete durability and performance - Reduced maintenance needs with included essential spare components - Versatile application across various concrete types and aggregate sizes - Cost-effective operation through reliable performance and minimal downtime - Compliance support for industry standards and regulatory requirements
Specifications
| Additional Information | |
|---|---|
| SKU | ACME-518 |
| Country of Origin | India |
| Customisable | No |
Application
This air entrainment meter delivers precise concrete testing for quality assurance across construction and material production environments. Its 0.1 cubic meter capacity and 150mm aggregate compatibility handle diverse concrete mixes, while included spares ensure continuous operation with minimal maintenance requirements. The instrument maintains testing accuracy in both laboratory and field conditions, supporting consistent compliance with industry standards and specifications for concrete durability and performance. Construction material producers and engineering firms rely on this meter for critical air content measurements that impact structural longevity. Ready-mix plants, precast manufacturers, and infrastructure developers use it to verify concrete properties against design requirements. The included rubber pressure bulb with tube and vessel gasket reduces operational interruptions, making it suitable for high-volume testing environments where reliability directly affects project timelines and quality outcomes. - Quality verification of ready-mix concrete batches at production facilities - On-site testing for air content in poured concrete for bridges and roads - Compliance checking for precast concrete elements including beams and panels - Material research and mix design optimization in engineering laboratories - Educational demonstrations in construction technology training programs
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

ACME Scientific International, New Delhi
 New Delhi, India
New Delhi, India
ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
SKU: ACME-518
Concrete Testing Air Entrainment Meter 0.1m 150mm Aggregate
Concrete Testing Air Entrainment Meter with 0.1m³ capacity for 150mm aggregate testing. Includes essential spares for reliable performance in construction quality control applications.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
ACME Scientific International New Delhi, India
New Delhi, India
Manufacturer