undefined
Apparel & Fashion
Loading subcategories...
View More

Description
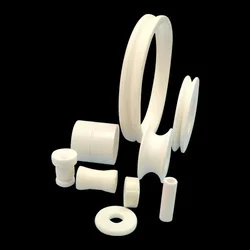
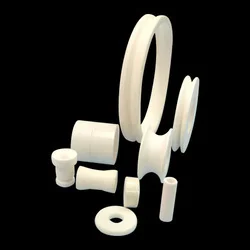
We manufacture precision high alumina advanced ceramics components engineered for industrial applications where reliability and performance are non-negotiable. Our products feature...
We manufacture precision high alumina advanced ceramics components engineered for industrial applications where reliability and performance are non-negotiable. Our products feature alumina content ranging from 94% to 99%+, delivering exceptional mechanical strength, thermal stability, and corrosion resistance. Each component undergoes precision engineering with smooth surface finishes and dimensional accuracy, backed by rigorous quality testing protocols. Our manufacturing process ensures consistent performance in the most challenging environments, providing solutions where traditional materials consistently fall short. The combination of advanced material properties and meticulous production standards makes our ceramics ideal for applications demanding longevity and dependable operation under extreme conditions. These advanced ceramics components serve diverse industrial sectors including manufacturing, energy production, aerospace, electronics, and chemical processing. In manufacturing environments, they provide wear-resistant parts for automation systems and production machinery. The energy sector utilizes them for insulating components and high-temperature applications in power generation. Aerospace and defense industries rely on their lightweight yet durable properties for structural elements and specialized components. Electronics manufacturers incorporate them as substrates and insulators for circuit boards and sensitive sensors. Chemical processing operations benefit from their exceptional resistance to corrosive substances in valves, seals, and reactor components. The business value delivered by our high alumina ceramics includes enhanced operational efficiency, reduced equipment downtime, and lower total cost of ownership. These components significantly outperform traditional materials by offering extended service life, minimal maintenance requirements, and improved performance under extreme operating conditions. Reliability is ensured through strict quality control processes and comprehensive in-house testing, providing confidence for critical applications. Our differentiation comes from precision engineering capabilities and consistent material quality, allowing us to meet specific industrial requirements effectively. This commitment to quality and performance excellence establishes us as a preferred supplier for businesses seeking dependable high-performance ceramic solutions. Key Features: - High alumina content options from 94% to 99% and above - Precision engineering with dimensional accuracy - Smooth surface finishes for reduced friction - Rigorous quality testing and verification - Exceptional mechanical strength and durability Benefits: - Extended service life in demanding environments - Reduced maintenance requirements and downtime - Superior performance under extreme conditions - Enhanced operational efficiency and reliability - Lower total cost of ownership over product lifecycle
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
High alumina advanced ceramics serve critical functions across industries where traditional materials consistently fail. These precision components excel in extreme temperature environments, corrosive conditions, and applications demanding superior wear resistance. With alumina content ranging from 94% to 99%+, our ceramics provide tailored performance for specific operational challenges, supported by comprehensive in-house production and testing protocols that guarantee consistent quality and reliability. From manufacturing and processing to energy generation and aerospace systems, our advanced ceramics deliver solutions for the most demanding operational environments. Engineered to replace metals, plastics, and conventional materials where enhanced performance, extended lifespan, and reduced maintenance are essential, these components are ideal for original equipment manufacturers, maintenance suppliers, and engineering firms seeking durable, high-performance solutions that withstand extreme conditions. - Electrical insulators and substrates in high-voltage electronics and power transmission systems - Wear-resistant liners, guides, and nozzles in heavy machinery and material handling equipment - High-temperature furnace components and thermal processing parts for industrial heating - Precision components in chemical processing pumps, valves, and sealing systems - Aerospace components and technical ceramics requiring lightweight structural durability
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Bangalore Ceramics, Karnataka
 Karnataka, India
Karnataka, India
ManufacturerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
High Alumina Advanced Ceramics Components For Industrial Applications
High alumina advanced ceramics components (94%-99%+) deliver precision engineering, smooth finishes, and rigorous quality testing for industrial applications requiring extreme reliability and performance in demanding environments.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Bangalore Ceramics Karnataka, India
Karnataka, India
Manufacturer